Automatische Achsnachführung ( C-Achsnachführung)
Bearbeitungsvorgänge wie z.B. das Schneiden verschiedener Materialien erfordern das Führen des benutzen Werkzeugs, welches i.a. mit der C-Achse verbunden ist, derart, daß dieses stets tangential zur gefahrenen Bahn ausgerichtet ist.
Dabei ist zu beachten, dass die Tangente nicht an jedem Punkt der Bahn eindeutig ist (Knickstellen). Eine Lösung erfordert daher Strategien zur Behandlung nicht tangentenstetiger Satzübergänge.
Ein typischer Anwendungsfall ist im Technologiebereich der Glasschneidtechnik zu finden. Dort werden mit Hilfe von CNC-Maschinen ebene Konturen mit Hilfe von Schneidwerkzeugen in Form von Hartmetallschneidrädchen bearbeitet. Entsprechend dem programmierten Konturverlauf (geschlossene Kontur, z.B. Ellipse) wird das ebene Werkstück an der Bearbeitungsstelle angeritzt. Die gewünschte Kontur kann dann aus dem Glaswerkstück ausgebrochen werden.
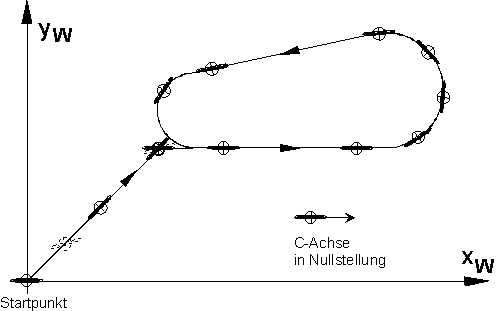 Abb.80: Nachführen der rotatorischen C-Achse tangential zur x-y-Kontur
Abb.80: Nachführen der rotatorischen C-Achse tangential zur x-y-KonturDie C-Achse kann auch durch explizite Programmierung tangential zur Bahn geführt werden. Die im folgenden beschriebenen NC-Befehle erleichtern jedoch die Programmierung erheblich.
#CAXTRACK ON [ [ [ANGLIMIT<expr>] [OFFSET<expr>] [OPTALIGN<expr>] ] ] (modal)
#CAXTRACK OFF [ [ANGPOS<expr>] ] (modal)ANGLIMIT<expr> Grenzwinkel in Grad (°).
Dieser Parameter wird nur bei nicht tangentenstetigen Konturabschnitten berücksichtigt. Tangentenstetige Konturabschnitte entstehen z.B. durch die Überschleiffunktion G61.
Überschreitet der Winkel zwischen den Tangenten an die Kontur beim Satzübergang den Grenzwinkel, so wird die Bahnbewegung angehalten und die Richtbewegung durch einen eingefügten Bewegungssatz mit Eilganggeschwindigkeit durchgeführt. Die eingefügte Bewegung bildet hierbei eine Einheit mit dem folgenden, zweiten Satz. Dies bedeutet insbesondere, daß SPS-Synchronisationsereignisse in Zusammenhang mit der Bewegung (M-Funktionen etc.) nur vor oder hinter dieser Bewegungseinheit möglich sind.
Ist der Übergangswinkel kleiner als der Grenzwinkel, so erfolgt die Richtbewegung sofort mit Beginn des zweiten Satzes, wenn die dynamischen Betrachtungen keine Reduktion der Bahngeschwindigkeit erfordern. Im Allgemeinen führen die begrenzten Achsbeschleunigungen zu einer niedrigen Vorschubgeschwindigkeit am Satzübergang. Ist dies nicht erwünscht, so kann die Nachführachse von der dynamischen Betrachtung ausgenommen werden. (z.B. G116 C1, siehe Kap.)
OFFSET<expr> Winkeloffset in Grad (°).
Dient zur Angabe eines Winkeloffsets, um das Werkzeug gegenüber der Tangente an die Kontur zu orientieren.
OPTALIGN<expr> Bei Anwahl wird automatisch optimiert ausgerichtet, wenn der Ausrichtweg grösser als der angebene Winkelwert ist.
Dieser Parameter wird nur bei aktivem automatischen Ausrichten entsprechend P-CHAN-00101 und rotatorischen Linearachsen mit begrenztem Verfahrbereich (keine Moduloachse) berücksichtigt und ist nur während des automatischen Ausrichtvorgangs auf das erste Konturelement wirksam. Nach Anwahl der tangentialen Nachführfunktion mit automatischem Ausrichten liegt die Position der Nachführachse ohne Offset im Bereich von -180..+180 Grad. Über den Parameter kann gesteuert werden, dass die Stellung der Nachführachse vor Anwahl der tangentialen Nachführfunktion beim automatischen Ausrichtvorgang berücksichtigt wird. Die Verwendung der Funktion ist dann sinnvoll, wenn die Nachführachse bereits vor Anwahl des automatischen Ausrichtens näherungsweise die korrekte Position zum ersten Konturelement hat, aber z.B. mit einer Vorverdrehung von +-360 Grad beaufschlagt ist. Überschreitet der intern berechnete Ausrichtwinkelwert den angegebenen Winkelwert, so werden alternative Lösungen für den Ausrichtwinkel untersucht. Der kleinste Ausrichtweg der Lösungen legt dann den Ausrichtwinkel fest. (*)
 | (*) Bei Moduloachsen erfolgt der automatische Ausrichtvorgang immer auf dem kürzesten Weg. |
ANGPOS<expr> Position bei Abwahl in Grad (°).
Während der Abwahl kann die Nachführachse zusätzlich positioniert werden. Die Positionierbewegung erfolgt bei rotatorischen Achsen auf kürzestem Weg.
Die Nachführachse wird in den Kanalparametern festgelegt [1]-34. Die automatische Nachführung der Achse erfolgt vorzeichenrichtig, relativ zur letzten Position entsprechend dem sich ergebenden Konturübergangswinkel.
Abhängig von der Parametrierung [1]-37 erfolgt die Ausrichtung der Nachführachse in die gewünschte Orientierung (i.a. parallel zur Kontur) wie folgt:
- Programmiertes Ausrichten vor Anwahl der automatischen Nachführung. Es erfolgt keine Prüfung der Position. Die aktuelle Winkelstellung wird eingefroren und die Nachführachse wird mit diesem Winkel nachgeführt.
- Automatisches tangentiales Ausrichten der Nachführachse zum ersten programmierten Konturelement bei Anwahl der automatischen Nachführung. Die Aktivierung dieser Funktion ist zwingend erforderlich, wenn Konturabschnitte mit Polynomen (z.B. G261) programmiert sind.
Besitzt die Nachführachse bei Anwahl des Nachführbetriebes bereits die erforderliche Orientierung, so wird bei gesetztem Parameter [1]-40 ohne Anhalten in den ersten relevanten Bewegungssatz übergeschliffen.
Die Nachführung beginnt mit dem Übergang vom ersten zum zweiten relevanten Bewegungssatz nach Aktivierung mit #CAXTRACK ON. Die automatische Achsnachführung arbeitet in der Hauptebene der Zirkularinterpolation (1. + 2.HA). Diese muss vor Aktivierung festgelegt werden (G17 / 18 / 19, #PUT AX / #CALL AX / #SET AX).
| Eine Nachführachse darf im Synchronbetrieb weder als Master noch als Slaveachse betrieben werden! |
Programmierbeispiel
N10 G00 G90 X0 Y0 Z0 C0
N20 X5 Y5 C45 (Gerade 45° zur x-Achse, C-Achse
(parallel zur Kontur
N20 #CAXTRACK ON [ANGLIMIT 3, OFFSET 0] (Aktivierung der Achsnach-)
(führung,Grenzwinkel 3°,)
(Winkeloffset 0°)
N30 X10 Y10 (Primärer Bewegungssatz, keine
(Nachführung
N40 X20 (Winkel zum Vorhergehenden Satz: -45° >
(Grenzwinkel -> Satz wird eingefügt:
(Endposition von C = 0
N50 M99 X30 (Wenn M-Funktion Synchronisation vor
(Bewegung -> Erst Synch. dann Bewegung C
(auf 0, dann X auf 30.
(Wenn Sync. Nach Satz-> Bewegung C auf 0
(dann X auf 30, dann Sync.
N60 X40 G60 (Übergangswinkel 0°, Genauhalt
N70 X30 (Übergangswinkel 180°, keine Nachführung
N80 Y10 X29.9 (Übergangswinkel -89.427°, neue Position
(C = -89.427° (Rechtsdrehung)
N90 #CAXTRACK OFF (Deaktivierung der Achsnachführung
M30