Anmerkungen
- Werden nach Programmierung von G61 bzw. G261 (Überschleifen am Satzende) Achsen abgegeben oder geholt, so kann der Überschleifvorgang nicht ausgeführt werden.
Programmierbeispiel
N10 G01 X100 Y0 Z0 F1000
N20 G01 X50 Y50 G61
N30 #PUT AX [Z] ( --> Überschleifvorgang wird nicht ausgeführt )
N40 G01 X100
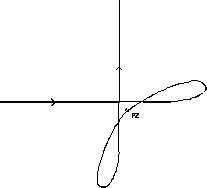
N50 M30 - Der Kurvenverlauf beim Zwischenpunkt-Überschleifen hängt von der Wahl des Zwischenpunkts ab. Auch folgender Kurvenverlauf ist möglich: