Beispiele
In nachfolgenden Beispielen soll der Einfluss der unterschiedlichen Ausgabe von M-Funktionen während des Überschleifens aufgezeigt werden.
Programmierbeispiel
N907090 X0 Y0
G91 G01 F6000
N01 #CONTOUR MODE [ DEV PATH_DEV=10 POST_ACTION]
N10 X100 G61 M25 (MVS_SNS)
N20 Y100 F3000
N30 X100 G61 F6000
N40 G04 X2
N50 Y100
N00 X0 Y0
N60 X100 G61
N70 Y100 M26 (MVS_SVS)
N907091 G04 X1
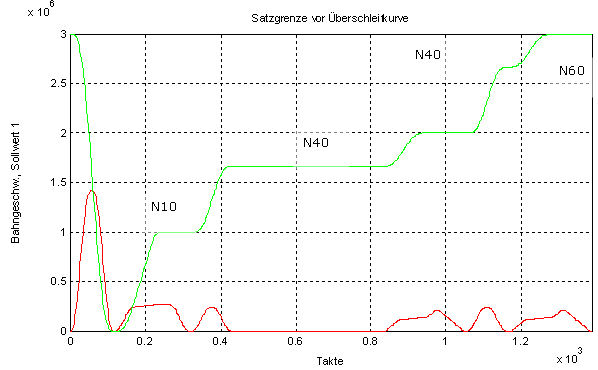
N23 M30Ausgabe vor der Überschleifkurve:
N01 #CONTOUR MODE [ DEV PATH_DEV=10.0 PRE_ACTION ]
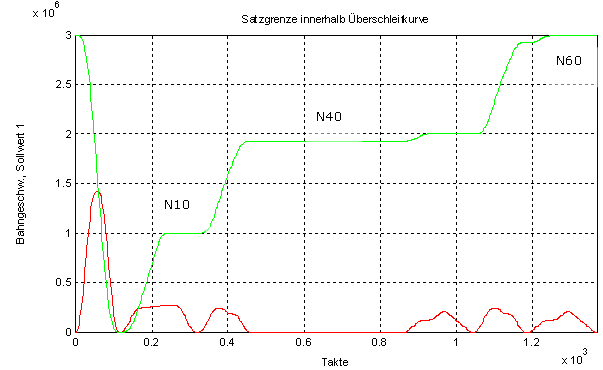
Ausgabe innerhalb der Überschleifkurve:
N01 #CONTOUR MODE [ DEV PATH_DEV=10.0 INTER_ACTION ]
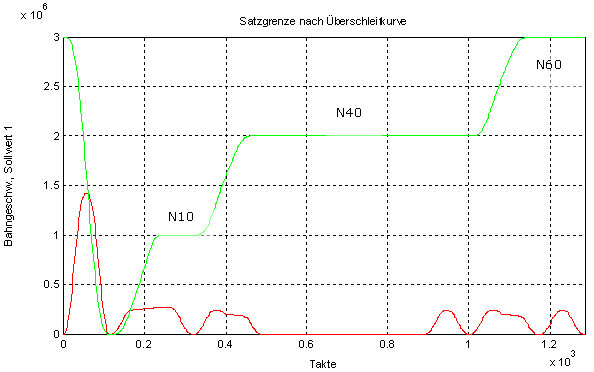
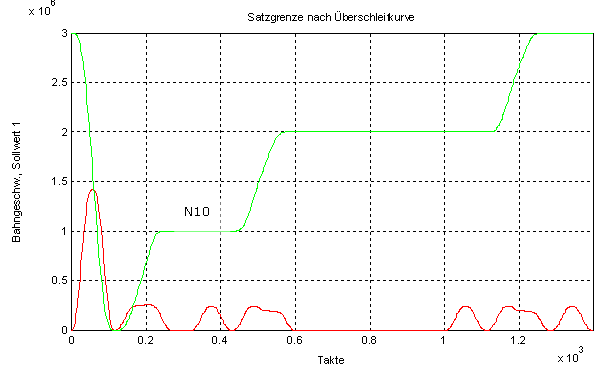
Ausgabe nach der Überschleifkurve:
N01 #CONTOUR MODE [ DEV PATH_DEV=10.0 POST_ACTION ]
Wird die Quittierung der M25 von Satz N10 zeitlich verzögert, so wird zunächst nach der Überschleifkurve angehalten und auf die SPS Quittierung gewartet.
Programmierbeispiel
Ändern des Grenzwinkels während des Überschleifens:
#CONTOUR MODE [DEV PATH_DEV=0.50 RELEVANT_PATH=0.1 TRACK_DEV=2 RELEVANT_TRACK=0.2]
F10000
G261
N5 #CONTOUR MODE [MAX_ANGLE=3]
N10 G01 X0 Y0 Z0 G61
N15 #CONTOUR MODE [MAX_ANGLE=4]
N20 G01 X100 Y0 Z0
N25 #CONTOUR MODE [MAX_ANGLE=5]
N30 G01 X100 Y100 Z0
N35 #CONTOUR MODE [MAX_ANGLE=6]
N40 G01 X0 Y0 Z0 G61
G260Ergebnis:
Überschleifen des Satzes N<i> findet immer mit dem Grenzwinkel des vorhergehenden Satzes N<i-5> statt.
Programmierbeispiel
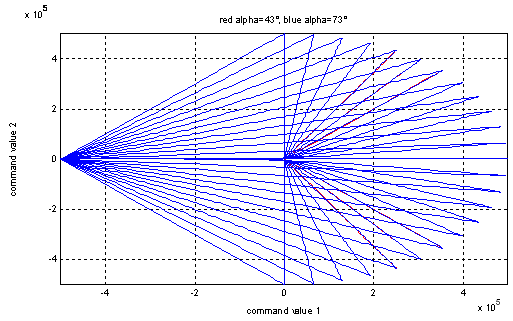
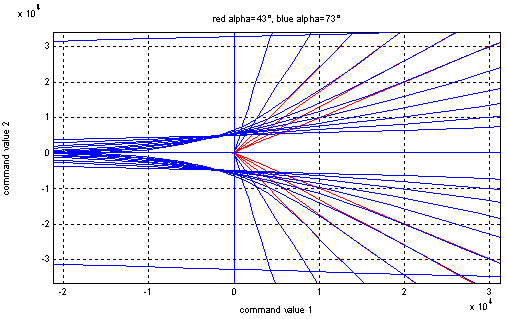
Variation der Konturwinkel bei konstantem Grenzwinkel:
#CONTOUR MODE [DEV PATH_DEV=0.50 RELEVANT_PATH=0.1 TRACK_DEV=2 RELEVANT_TRACK=0.2]
#CONTOUR MODE [RELEVANT_TRACK=0.3]
P100 = 50
F10000
#CONTOUR MODE [MAX_ANGLE=73]
N10 G01 X-P100 Y0 Z0 C0 A0
$FOR P123 = 0, 90, 7.5
N2 G01 X0 Y0 Z0 C0 A0 G61
P1 = COS[P123]*P100
P2 = SIN[P123]*P100
NP123 XP1 YP2
N100 G01 X-P100 Y0 Z0 C0 A0
$ENDFOR
$FOR P123 = 270, 370, 7.5
N120 G01 X0 Y0 Z0 C0 A0 G61
P1 = COS[P123]*P100
P2 = SIN[P123]*P100
NP123 XP1 YP2
N400 G01 X-P100 Y0 Z0 C0 A0
$ENDFOR
M30