Geradeninterpolation G01
G01 Linearinterpolation mit programmiertem Vorschub (modal)Bei angewähltem G01 wird der programmierte Weg mit der unter dem F-Wort (Einheit konfigurierbar, z. B. mm/min) angegebenen Vorschubgeschwindigkeit auf einer Geraden zur Zielposition verfahren. Es können beliebige Geraden im kartesischen Raumkoordinatensystem (X, Y, Z) programmiert werden. Alle programmierten Mitschleppachsen werden mit linearer Geschwindigkeit so bewegt, dass der Start und das Ende ihrer Bewegung zeitgleich mit den Hauptachsen erfolgen.
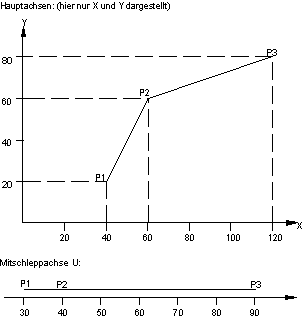 Abb.4: Geradeninterpolation (G01)
Abb.4: Geradeninterpolation (G01)Absolutmaßeingabe:
Nn G01 G90 X60 Y60 U40 F1000 (fahre von P1 nach P2 Vorschub 1000mm/min)
Nn X120 Y80 U90 (fahre von P2 nach P3 Vorschub 1000mm/min)Kettenmaßeingabe:
Nn G01 G91 X20 Y40 U10 F1000 (fahre von P1 nach P2 Vorschub 1000mm/min)
Nn X60 Y20 U50 (fahre von P2 nach P3 Vorschub 1000mm/min)