Koordinatensysteme
Nach der Referenzpunktfahrt befindet sich die Steuerung im Maschinennullpunkt bzw. im Maschinenkoordinatensystem. Erfolgen nun Eingaben aus dem NC-Programm (z. B. X100), so fallen die programmierten Koordinaten (Index p) mit den absoluten Koordinaten (Index a) zusammen:
x a = x p
y a = y p
Verschiebungen entstehen durch die Definition von Werkstück-Koordinatensystemen, die sich vom dem durch die physikalischen Maschinenachsen aufgespannten Koordinatensystem hinsichtlich ihrer Lage im Raum unterscheiden. Hierbei ist zu differenzieren zwischen programmierten, konstanten, translatorischen Verschiebungen in einer Einzelachse und Verschiebungen, die sich aufgrund von kinematischen (z.B. zylindrisch<->kartesisch) oder geometrischen (z.B. WRK, Spiegelung) Transformationen dynamisch ergeben und im allgemeinen auf mehrere Achsen wirken.
Zum Beispiel kann der Nullpunkt durch eine Nullpunktsverschiebung (NPV-G54...G59) vom Maschinennullpunkt M auf einen frei wählbaren Werkstücknullpunkt W bzw. ein Werkstückkoordinatensystem verschoben werden. Die absoluten Koordinaten ergeben sich damit aus der Addition von NPV und programmierten Koordinaten:
x a = x NPV + x p
y a = y NPV + y p
Unabhängig von diesen über den Nullpunktsverschiebungsdatensatz festlegbaren NPVs können durch zusätzliche Verschiebungsarten wie z.B. mit G92 X... Y... Z... explizit weitere Verschiebungen im Teileprogramm programmiert werden.
Diese Bezugspunktverschiebung (BPV) addiert sich zu der vorhergehenden NPV auf. Damit lassen sich die absoluten Koordinaten wie folgt bestimmen (Abbildung 1):
x a = x NPV + x BPV + x p
y a = y NPV + y BPV + y p
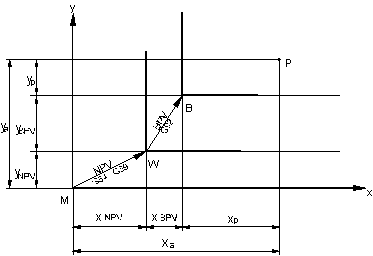 Abb.1: Definition eines Werkstückkoordinatensystems mit NPV und BPV
Abb.1: Definition eines Werkstückkoordinatensystems mit NPV und BPVxa, | absolute Koordinaten | M | Maschinennullpunkt |
xp, | programmierte Koordinaten | W | Werkstücknullpunkt |
xNPV, | Nullpunktsverschiebung | B | Bezugspunkt für die Koordinatenangaben |
xBPV, | Bezugspunktverschiebung | P | Position |
Durch die Koordinatenanzeige der Bedienoberfläche lassen sich aktive Verschiebungen an einer bleibenden Differenz zwischen den Koordinaten der physikalischen Maschinenachsen (ACS) und den Werkstückkoordinaten (PCS) erkennen. Einige Verschiebungen entstehen jedoch durch Manipulation der Maschinen- und Werkstückkoordinaten gleichermaßen (z.B. WRK, Spiegelung) und führen deshalb nicht zu einer Koordinatendifferenz.
Folgende Tabellen geben im Vorgriff auf die weitere Dokumentation einen Überblick der zusätzlichen Verschiebungsarten. Hierbei gilt:
Aktivierung und Deaktivierung meint den Zeitpunkt, an dem die Verschiebung als Koordinatendifferenz bzw. Koordinatenänderung an der Bedienoberfläche sichtbar wird. Physikalisch wirksam wird eine Verschiebung jedoch grundsätzlich frühestens mit der ersten, auf die Aktivierung bzw. Deaktivierung folgenden Bewegung. Eine Deaktivierung am Programmende führt beispielsweise erst mit der ersten Bewegung des Folgeprogramms zu einer Ausgleichsbewegung.
Programmierbare Verschiebungen (linear, konstant)
Nr. | Bezeichnung | Definition | ACS PCS | Aktivierung | Deaktivierung | Temporäre |
|---|---|---|---|---|---|---|
1 | Bezugspunkt- | NC-Prg. | Ja | NC-Satz G92 X.. Y.. G90/91 Abhängigkeit | -NC-Satz G92 X0 Y0. -NC-Programmstart | #SUPPRESS OFFSETS #MCS ON |
2 | Nullpunkt | Liste NC-Prg. | Ja | NC-Satz G54...G59 | -NC-Satz G53 -NC-Programmstart | #SUPPRESS OFFSETS #MCS ON |
3 | Platzversatz | Liste | Ja | Programmstart Während Programm | NC-Programmstart Während Programm nicht änderbar | #SUPPRESS OFFSETS #MCS ON |
4 | Werkzeugversatz | Liste | Ja | NC-Satz D.. | -NC-Satz D0 -NC-Programmstart | #SUPPRESS OFFSETS #MCS ON |
5 | Istwertsetzen | NC-Prg. | Ja | NC-Satz #PSET... | -NC-Satz #PRESET... -Programmstart | #SUPPRESS OFFSETS #MCS ON |
6 | CS-Verschiebung | NC-Prg. | Ja | NC-Satz #CS ON[vx,vy,vz,.... | -NC-Satz #CS OFF -NC-Programmende | #MCS ON |
7 | ACS-Verschiebung | NC-Prg. | Ja | NC-Satz #ACS ON[vx,vy,vz,.. | -NC-Satz #ACS OFF -NC-Programmende | #MCS ON |
Verschiebungen, die sich durch geometrische Transformation ergeben (linear, dynamisch)
Nr. | Bezeichnung | Definition | ACS PCS | Aktivierung | Deaktivierung | Temporäre |
|---|---|---|---|---|---|---|
8 | CS | NC-Prg. | Ja | NC-Satz #CS ON[..,..,..] | -NC-Satz #CS OFF -NC-Programmende | #MCS ON |
9 | ACS | NC-Prg. | Ja | NC-Satz #ACS ON[..,..,..] | -NC-Satz #ACS OFF -NC-Programmende | #MCS ON |
10 | Kontur-rotation | NC-Prg. | Nein | NC-Satz #ROTATION | NC-Satz #ROTATION OFF | Nicht unterdrückbar |
11 | Spiegelung | NC-Prg. | Nein | NC-Bewegungssatz G21/22/23 | NC-Bewegungssatz G20 | Nicht unterdrückbar |
12 | Werkzeug-radius-korrektur | NC-Prg. | Nein | NC-Satz G41/42 | NC-Satz G40 | Nicht unterdrückbar |
13 | Kinematische | NC-Prg. | Nein | -NC-Satz -Programmstart automatik | NC-Satz | #MCS ON |
Verschiebungen durch spezielle Funktionen
Nr. | Bezeichnung | Definition | ACS PCS | Aktivierung | Deaktivierung | Temporäre |
|---|---|---|---|---|---|---|
14 | Verschiebung | Handrad | Ja | NC-Satz | NC-Satz G202 | Nicht unterdrückbar |
15 | Verschiebung | NC-Prg. | Ja | NC-Satz | NC-Satz G102 | #SUPPRESS OFFSETS #MCS ON |
16 | Verschiebung | NC-Prg. | Nein | NC-Satz | Nicht möglich | Nicht unterdrückbar |
Der Befehl #SUPPRESS OFFSETS wirkt nur innerhalb eines NC-Satzes.
Der Befehl #MCS ON deaktiviert Verschiebungen bis zur Programmierung von #MCS OFF.
Innerhalb jedes (A)CS werden die Verschiebungstypen 1, 2 und 5 lokal gespeichert.
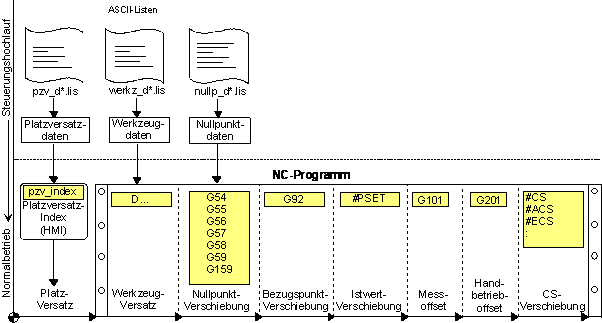 Abb.2: Übersicht der zusätzlichen Verschiebungen und Koordinatensysteme
Abb.2: Übersicht der zusätzlichen Verschiebungen und Koordinatensysteme