KIN_TYP_70
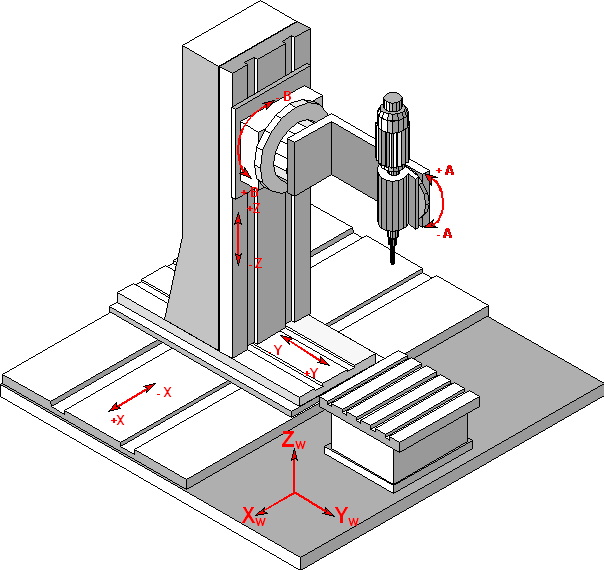
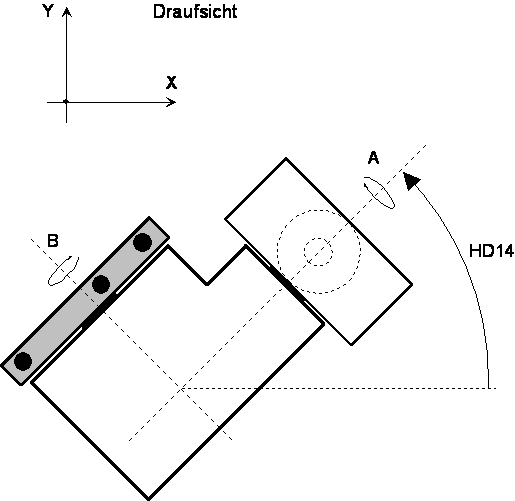
Die Kinematik besteht aus drei translatorischen und zwei rotatorischen NC-Achsen im Werkzeug. Bei dieser Kinematik kann die Werkzeugkopfrotation um z bei nicht achsparalleler Ausrichtung des B-A Drehkopfes eingestellt werden. Eine virtuelle Achse CV dient zur Beeinflussung der Werkzeugorientierung.
Achskonfiguration im NC-Kanal | ||
Achsbezeichner | X, Y, Z, B, A, CV | |
Achsindex | 0, 1, 2, 3, 4, 5 | |
Kinematische Struktur | ||
| Werkzeugachsen | Werkstückachsen |
NC-Achsen | X, Y, Z, B, A, CV | - |
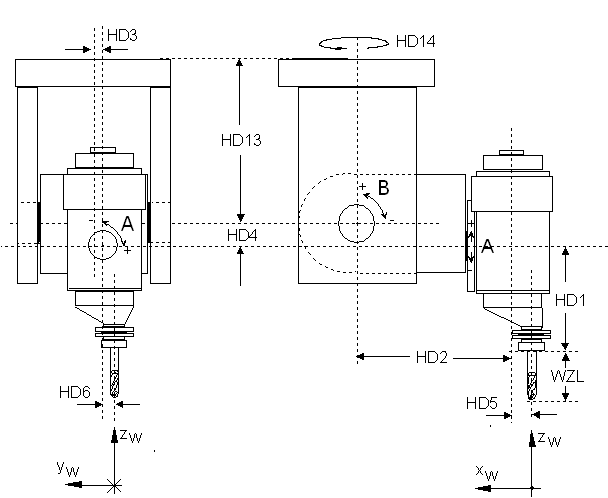
Versatzdaten der Kinematik:
HD-Versatz | param[i] | Bedeutung |
|---|---|---|
HD1 | 0 | Z Versatz bis Einspannpunkt WZ |
HD2 | 1 | X Versatz |
HD3 | 2 | Y Versatz |
HD4 | 3 | Z Versatz |
HD5 | 4 | X Versatz |
HD6 | 5 | Y Achsversatz WZ |
HD7 | 6 | Rotatorischer Versatz A Achse |
HD8 | 7 | Rotatorischer Versatz B Achse |
HD9 | 8 | Vorzeichen Drehrichtung A Achse |
HD10 | 9 | Vorzeichen Drehrichtung B Achse |
HD14 | 13 | Rotatorischer Versatz um Z (Kopflage) |
Die CV Achse ist keine physikalisch real vorhanden Achse der kinematischen Struktur. Die CV- Achse führt eine Drehung des Werkzeugrichtungsvekors um z aus, d.h. die Winkel A und B werden abhängig von CV berechnet. Eine Anwendung kann z. B. die Normalausrichtung einer Komponente der XY Werkzeugrichtung zur programmierten Kontur sein. Dazu ist diese Achse als Simulationsachse einzustellen und kann dann wie gewohnt im NC-Programm angesprochen werden.
Der zulässige Winkelbereich der Achsen A und B liegt im Bereich +- 90 Grad.