KIN_TYP_58
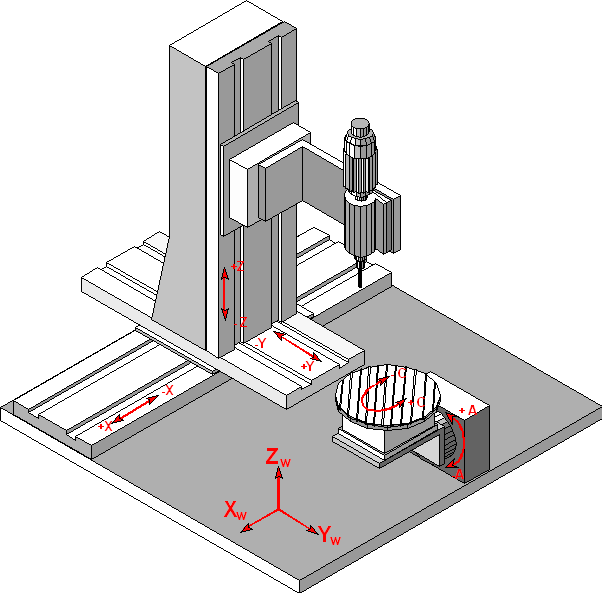
Die Kinematik besteht aus drei translatorischen Achsen im Werkzeug und zwei rotatorischen NC-Achsen im Werkstück.
Achskonfiguration im NC-Kanal | ||
Achsbezeichner | X, Y, Z, A, C | |
Achsindex | 0, 1, 2, 3, 4 | |
Kinematische Struktur | ||
| Werkzeugachsen | Werkstückachsen |
NC-Achsen | X, Y, Z | A, C |
Den Maschinennullpunkt legt man typischerweise in die Drehachse A. Bei Bedarf kann er über die Parameter HD7..HD9 verschoben werden. Abweichende Nullstellungen der rotatorischen Achsen A und C können über die Parameter HD10 HD11 so eingestellt werden, dass das interne kinematische Modell mit der realen Maschinenkinematik übereinstimmt. Ebenso können abweichende Drehrichtungen der Achsen A und C über die Parameter HD12, HD13 eingestellt werden. Im Allgemeinen sind dann auch die Vorzeichen von Soll- und Istgrössen in den Achsparametern entsprechend anzupassen.
Versatzdaten der Kinematik:
HD-Versatz | param[i] | Bedeutung |
|---|---|---|
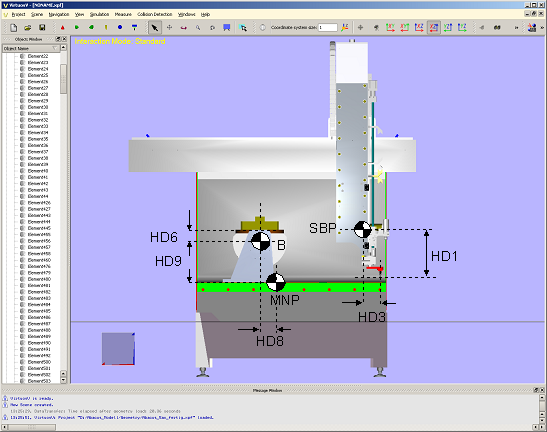
HD1 | 0 | Z Werkzeugversatz Einspannpunkt zu Bezugspunkt Werkzeugschlitten SBP |
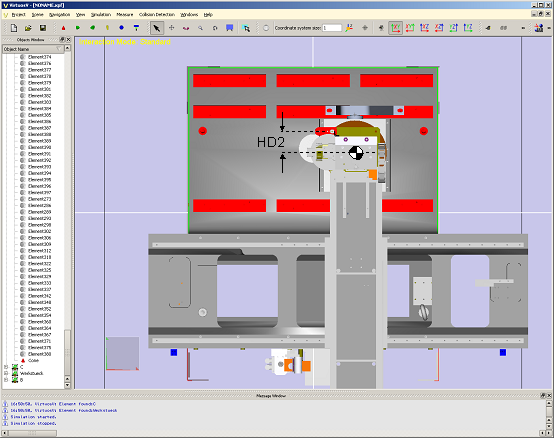
HD2 | 1 | X Achsversatz Einspannpunkt zu Bezugspunkt Werkzeugschlitten SBP |
HD3 | 2 | Y Achsversatz Einspannpunkt zu Bezugspunkt Werkzeugschlitten SBP |
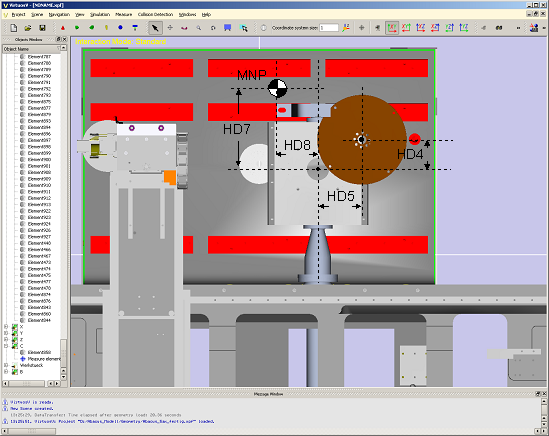
HD4 | 3 | X Achsversatz Drehachse A zu Drehachse C, NP WKS |
HD5 | 4 | Y Achsversatz Drehachse A zu Drehachse C, NP WKS |
HD6 | 5 | Z Achsversatz Drehachse A zu Drehachse C, NP WKS |
HD7 | 6 | X Versatz Maschinennullpunkt MNP zu Drehachse A |
HD8 | 7 | Y Versatz Maschinennullpunkt MNP zu Drehachse A |
HD9 | 8 | Z Versatz Maschinennullpunkt MNP zu Drehachse A |
HD10 | 9 | Rotatorischer Offset A Achse |
HD11 | 10 | Rotatorischer Offset C Achse |
HD12 | 11 | Drehrichtungsflag A-Achse |
HD13 | 12 | Drehrichtungsflag C-Achse |