Eigenschaften
Umschalten auf Drehzahlregelung
Wird eine Geschwindigkeit (S-Wort) mit M3 oder M4 programmiert, welches höher als der vorgegebene Umschaltparameter ist, so wird automatisch auf Drehzahlregelung umgeschaltet.
Rückschalten auf Positionsregelung
Bei folgenden Bedingungen wird auf Lageregelung zurückgeschaltet:
- Ein Positioniervorgang mit M19 wurde programmiert.
- Ein CNC-Reset wurde ausgelöst.
- Die Spindelachse wurde aus dem Spindelinterpolator abgegeben (NC-Befehl S[PUTAX]).
 | Wurde durch eine vorhergehende Drehzahlprogrammierung bereits auf Geschwindigkeitsregelung umgeschaltet, so wird bei einer weiteren Programmierung einer Drehzahl, welche unterhalb der Rückschaltgeschwindigkeit liegt, nicht auf Lageregelung umgeschaltet. |
Einfluss der Rückschaltgeschwindigkeit
Während der Geschwindigkeitsregelung wird die Sollposition nicht berücksichtigt.
Beim Umschalten auf Positionsregelung ermittelt die CNC anhand der aktuellen Geschwindigkeit, dem Kv-Faktor des Antriebs und der Buslaufzeit die theoretischen Sollposition des nächsten Taktes. Somit kann ohne Stillstand der Achse auf Lageregelung zurückgeschaltet werden.
Die Rückschaltgeschwindigkeit gibt an, ab welcher Geschwindigkeit in Lageregelung zurückgeschaltet werden darf.
| Da die Istgeschwindigkeit insbesondere bei höheren Geschwindigkeiten leichte Schwankungen vorweist, stellt man z.T. beim Rückschalten auf Lageregelung bei höheren Drehzahlen einen leichten Ruck im Antrieb fest.Aus diesem Grunde sollte die Rückschaltgeschwindigkeit nicht zu hoch gewählt werden. |
Programmierbeispiel
%spindle-position
N10
M03 S1000
N20
M19 S.POS=180 M04 S50
M30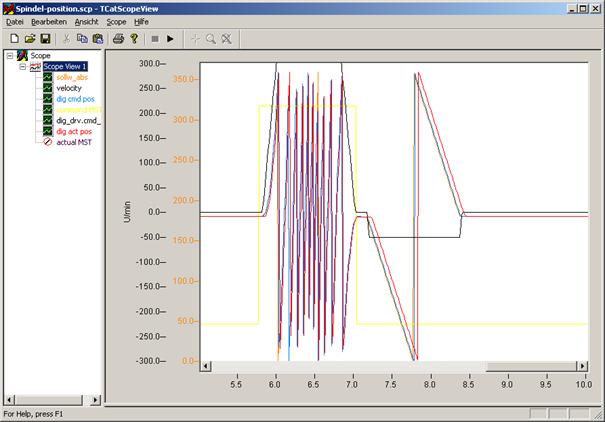 Abb.1: Positioniervorgang mit vorgegebener Geschwindigkeit und Revertieren
Abb.1: Positioniervorgang mit vorgegebener Geschwindigkeit und RevertierenSonderfall
Liegt die Positioniergeschwindigkeit bei M19 oberhalb der Umschaltgeschwindigkeit, so erfolgt der Positioniervorgang dennoch im lagegeregelten Modus. Je nach zurückzulegender Wegschrecke kann also kurzfristig ober-halb der Umschaltgeschwindigkeit im lagegeregelten Modus gefahren werden.
Programmierbeispiel
%spindle-position
(antr.velocity_position_control_on 1200000 -> 200 U/min
(antr.velocity_position_control_off 600000 -> 100 U/min
N10
M04 S1000
N20
M19 S.POS=180 M04 S500
M30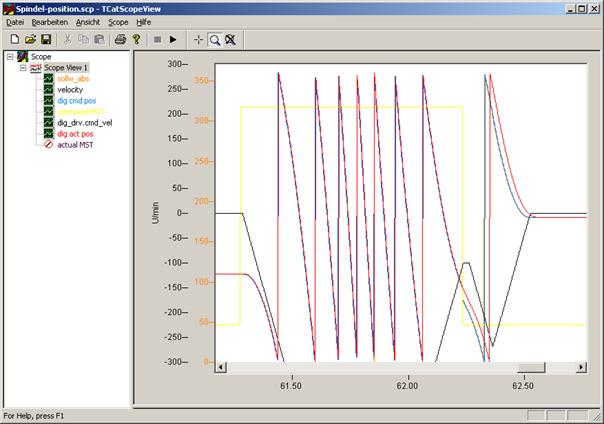 Abb.2: Positioniervorgang mit 500 U/min trotz Umschaltgeschwindigkeit von 200 U/min
Abb.2: Positioniervorgang mit 500 U/min trotz Umschaltgeschwindigkeit von 200 U/min