Gewindeschneiden mit endlos drehender Spindel
Ein-/mehrgängige Gewinde
Beim Gewindeschneiden mit endlos drehender Spindel (G33) wird die Bahnbewegung auf den Nulldurchgang der Spindeldrehung synchronisiert. Der Gewindeschnitt kann deshalb auch in mehreren, aufeinanderfolgenden Durchgängen erfolgen. Durch optionale Angabe eines Versatzwinkels können auch mehrgängige Gewinde gefertigt werden.
Für das Erzielen eines guten Bearbeitungsergebnisses und zur Minimierung von Konturfehlern kann für die Spindel sowie für die Bahnachsen eine Vorsteuerung angewählt werden.
Programmierung
G33 Z.. K.. [S.OFFSET..]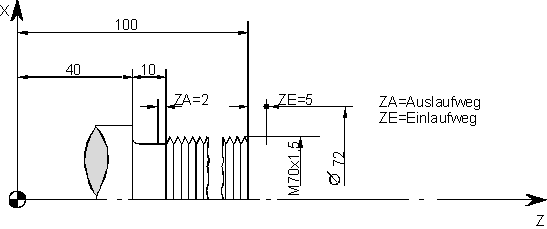 Abb.16: Abbildung 1-16: Darstellung der Beispielgeometrie
Abb.16: Abbildung 1-16: Darstellung der BeispielgeometrieSchneiden eines Längsgewindes (M70x1.5) in mehreren Schnitten:
%L Laengsgewinde
N100 G33 Z48 K1.5 Gewindegang schneiden
N110 G00 X72 Rückzug und Fahren
N120 Z105 auf Startposition
N130 M29 Unterprogrammende
%G33 (Gewindetiefe 0.92 mm)
N10 G51 Anwahl Durchmesserprogrammierung
N15 T1 D1 M03 S400 Werkzeuganwahl, Spindel starten
N20 G00 X72 Z105 Anfahren
N25 G01 X69.54 F1000 Auf 1. Schnittiefe positionieren
N30 LL Laengsgewinde 1. Gewindeschnitt
N35 G01 X69.08 Auf 2. Schnittiefe positionieren
N30 LL Laengsgewinde 2. Gewindeschnitt
N35 G01 X68.62 Auf 3. Schnittiefe positionieren
N30 LL Laengsgewinde 3. Gewindeschnitt
N35 G01 X68.16 Auf Endtiefe positionieren
N30 LL Laengsgewinde 4. Gewindeschnitt
N35 G01 X68.16 Erneut auf Endtiefe positionieren
N30 LL Laengsgewinde Leerschnitt
N60 M05 X150 Z200 Fahren auf Endposition
N65 M30 Programmende Schneiden eines 2-gängigen Längsgewindes (M70x1.5)
%G33_2 (2 Gewindegaenge, Gewindetiefe 0.92 mm)
N10 G51 Anwahl Durchmesserprogrammierung
N15 T1 D1 M03 S400 Werkzeuganwahl, Spindel starten
N20 G00 X72 Z105 Anfahren
N25 G01 X68.16 F1000 Auf Gewindetiefe positionieren
N30 G33 Z48 K1.5 1. Gewindegang schneiden
N35 G00 X72 Rückzug und Fahren
N40 Z105 auf nächste
N45 G01 X68.16 Startposition
N50 G33 Z48 K1.5 S.OFFSET=180 2. Gewindegang schneiden bei 180°
N55 G00 X72 Rückzug und Fahren
N60 M05 X150 Z200 auf Endposition
N65 M30 Programmende