Synchronbetrieb
Bei aktivem Synchronbetrieb wird für gekoppelte Spindelachsen die Spindelbeauftragung von der Masterspindel auf die Slave-Spindeln abgebildet, d.h. es erfolgt eine implizite parallele Beauftragung der Slave-Achsen.
Die Definition von Kopplungsvorschriften von Spindelachsen erfolgt analog zu der von Bahnachsen [PROG].
Die gekoppelten Spindeln werden parallel beauftragt. Es erfolgt keine takt-synchrone Kopplung von Sollwerten.
Es entfällt die sonst erforderliche gesonderte Beauftragung der Slave-Spindel bzgl. Drehzahl oder Positionierbefehlen im NC-Programm sowie bzgl. der Technologiefunktionen und deren Quittierungen.
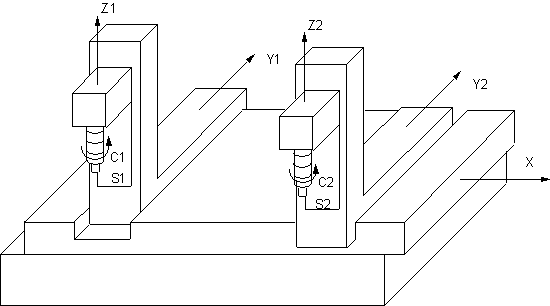 Abb.12: Beispielhafte Maschinenstruktur für Synchronbetrieb mit Spindeln
Abb.12: Beispielhafte Maschinenstruktur für Synchronbetrieb mit SpindelnEigenschaft
2 Achssysteme mit gemeinsamer X Achse
Master System: X, Y1, Z1,C1, S1,
Slave System: Y2, Z2, C2, S2
Defaultbelegung in den Kanalparametern
In den Kanalparametern [CHAN] können in der Kopplungsgruppe 0 Spindeln für einen Synchronbetrieb als Kopplungspaare vorbelegt werden:
Parameter
P-CHAN-00037 | logische Nr. Master-Achse |
P-CHAN-00038 | logische Nr. Slave-Achse |
P-CHAN-00061 | Betriebsart (für Spindelachse: 1) |
Vorbelegung von Achskopplungen:
koppelgruppe[0].paar[i].log_achs_nr_slave log. Nr. Slave-Achse
koppelgruppe[0].paar[i].log_achs_nr_master log. Nr. Master-Achse
koppelgruppe[0].paar[i].mode Spindelachse (1)
i: KopplungspaarBeispiel:
koppelgruppe[0].paar[0].log_achs_nr_slave 6
koppelgruppe[0].paar[0].log_achs_nr_master 1
koppelgruppe[0].paar[0].mode 1Programmierung
Im NC-Programm wird der Synchronbetrieb von Spindeln über folgende NC-Befehle [PROG] programmiert:
Definition einer Kopplungsvorschrift:
#SET AX LINK[...]Anwahl Synchronbetrieb:
#ENABLE AX LINK[...]Abwahl Synchronbetrieb:
#DISABLE AX LINKDie Defaultbelegung in den Kanalparametern kann im NC-Programm mit
#ENABLE AX LINK[0]angewählt werden.
 | Synchronbetrieb für Spindeln ist nicht in Verbindung mit Drehfunktionen verwendbar |