Getriebeschalten
Die Freigabe des Getriebeschaltens sowie die damit verbundene reservierte Verwendung der M-Funktionen M40-45 erfolgt durch den Kanalparameter P-CHAN-00052 (main_spindle_gear_change).
 | Das Getriebeschalten kann nur für die Hauptspindel in DIN-Syntax programmiert werden [PROG]. |
Es stehen 6 Getriebestufen bzw. -datensätze zur Verfügung, die im Zusammenhang mit dem S-Wort und M40-45 programmiert werden können. Nach Hochlauf der NC-Steuerung ist die im Achsmaschinendatensatz angegebene Default-Getriebestufe P-AXIS-00079 (getriebe_stufe) gültig.
Anfahren der Schaltposition
Mit der im Achsmaschinendatensatz angegebenen Eilgangdrehzahl P-AXIS-00209 (vb_eilgang) wird auf die Schaltposition des aktuellen Getriebes P-AXIS-00078 (getr_schalt_pos) gefahren. Besitzt das Getriebe keine Vorzugsrichtung, so wird die Drehrichtung unter Optimierung des Fahrweges gewählt.
Der Vorgang des Einwechselns wird normalerweise durch die PLC übernommen. Auf Seite der NC-Steuerung werden Anpassungen an die neuen Kenngrößen des Getriebes erforderlich. Hierfür sind zwei Fälle zu unterscheiden:
- Das Meßsystem ist mit der Motorwelle gekoppelt. In Abhängigkeit der Getriebestufe ist eine Anpassung der Meßsystemauflösung (Faktoren im Achsmaschinendatensatz: P-AXIS-00233 (wegaufz), P-AXIS-00234 (wegaufn)) vorzunehmen.
- Das Meßsystem ist mit der Getriebewelle gekoppelt. Die Auflösung des Meßsystems ist beizubehalten, dafür muss die Regeldynamik an die Getriebestufe angepasst werden. Faktoren im Achsmaschinendatensatz: P-AXIS-00128 (multi_gain_n), P-AXIS-00129 (multi_gain_z), P-AXIS-00099 (kv).
Parametrierung der Drehzahlbereiche
Jede der 6 Getriebestufen deckt einen bestimmten Drehzahlbereich ab, der durch eine minimale P-CHAN-00058 (min_speed) und eine maximale P-CHAN-00055 (max_speed) Drehzahl (Einheit U/min) definiert wird. Überlappungen der Drehzahlbereiche sind hierbei erlaubt. Die minimalen und maximalen Drehzahlen nicht benutzter Drehzahlbereiche müssen mit Null belegt werden.
Automatische Getriebestufenwahl
Bei Verwendung der automatischen Getriebestufenwahl P-CHAN-00004 (autom_range=1) wird die Getriebestufe aus der programmierten Drehzahl S anhand der Drehzahltabelle bestimmt. Die M-Funktionen M40-M45 werden hierbei nicht programmiert.
Der Parameter P-CHAN-00074 (range_way) gibt an, in welcher Richtung die Tabelle bei der automatischen Getriebestufenwahl nach dem passenden Drehzahlbereich durchsucht wird (Von Stufe 1 nach 6 („Bottom up“) oder von Stufe 6 nach 1 („Top down“)).
Manuelle Getriebestufenwahl
Die manuelle Getriebestufenwahl P-CHAN-00004 (autom_range=0) erfordert die Programmierung der M-Funktionen M40-M45 zusammen mit der Drehzahl S. Wenn die Drehzahl S nicht im programmierten Drehzahlbereich liegt, erfolgt die Ausgabe einer Meldung.
Minimierung von Schaltvorgängen
Generell versucht die Steuerung, Schaltvorgänge zu minimieren. Kann eine neue Drehzahl bereits mit der aktuellen Getriebestufe gefahren werden, so wird die Getriebestufenanwahl nicht ausgeführt.
Konfigurations-beispiel
Definition von M40-M45 und Festlegung der Synchronisationsarten.
m_synch[1] 0x00000001 MOS
m_synch[2] 0x00000002 MVS_SVS
:
m_synch[40] 0x00000002 MVS_SVS
m_synch[41] 0x00000002 MVS_SVS
m_synch[42] 0x00000002 MVS_SVS
m_synch[43] 0x00000002 MVS_SVS
m_synch[44] 0x00000002 MVS_SVS
m_synch[45] 0x00000002 MVS_SVS
m_synch[48] 0x00000008 MNS_SNS
m_synch[49] 0x00000002 MVS_SVSFreischalten der M-Funktionen M40-45 und des Getriebeschaltens:
:
main_spindle_gear_change 1 0: OFF 1: ON
:Parametrierung des Spindelgetriebes (Suchrichtung, Drehzahlbereiche):
spindel[0].range_way 0 0:bottom up 1:top down
#
spindel[0].range_table[0].min_speed 50 (M40)
spindel[0].range_table[0].max_speed 560 (M40)
spindel[0].range_table[1].min_speed 400 (M41)
spindel[0].range_table[1].max_speed 800 (M41)
spindel[0].range_table[2].min_speed 700 (M42)
spindel[0].range_table[2].max_speed 3500 (M42)
spindel[0].range_table[3].min_speed 3501 (M43)
spindel[0].range_table[3].max_speed 4000 (M43)
spindel[0].range_table[4].min_speed 3800 (M44)
spindel[0].range_table[4].max_speed 5500 (M44)
spindel[0].range_table[5].min_speed 5400 (M45)
spindel[0].range_table[5].max_speed 7000 (M45)
#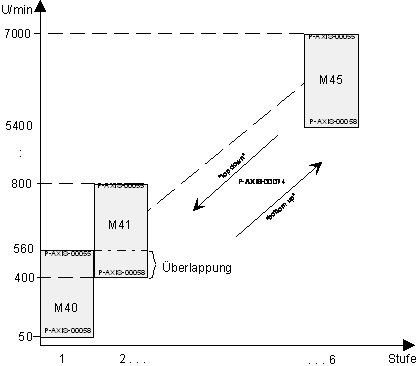 Abb.11: Definition der Drehzahlbereiche gemäß Beispiel
Abb.11: Definition der Drehzahlbereiche gemäß BeispielProgrammierbeispiel Automatische Getriebestufenbestimmung: EIN
:
spindel[0].autom_range 1
:NC-Programm:
S650 M03 OK, M41⇒SPS
S750 OK, kein Schalten, M41 bereits angewählt
S950 OK, automatisches Schalten, M42⇒SPS
S1050 OK, kein Schalten, M42 bereits angewählt
S750 OK, automatisches Schalten, M41⇒SPS
S500 OK, kein Schalten, M41 bereits angewählt
S350 OK, kein Schalten, M41 bereits angewählt
S8000 Fehler, zu große DrehzahlEine programmierte Getriebestufe wird immer geprüft:
M41 S750 OK, "automatisches" Schalten, M41⇒SPS ..aber
M40 S750 Fehler, falsche GetriebestufeProgrammierbeispiel Automatische Getriebestufenbestimmung: AUS
:
spindel[0].autom_range 0
:NC-Programm:
M41 S650 M03 OK, M41⇒SPS
M41 S750 OK, kein Schalten, M41 bereits angewählt
M42 S950 OK, Schalten, M42⇒SPS
M42 S1050 OK, kein Schalten, M42 bereits angewählt
M41 S750 OK, Schalten, M41⇒SPS
M41 S500 OK, kein Schalten, M41 bereits angewählt
M41 S350 OK, kein Schalten, M41 bereits angewählt
M41 S200 Fehler, andere Getriebestufe (M40) programmieren
S950 Fehler, keine Getriebestufe (M42) programmiert