Spindeldrehzahl - Bahnbewegung
Für den Beginn der Bearbeitungsbewegung ist es notwendig, dass die Spindel die programmierte Drehzahl erreicht hat. Über den Parameter P-CHAN-00081 (s_synch) kann für jede Spindel eine Synchronisationsart für die Drehzahl festgelegt werden.
 | Die Synchronisationsart der S-Funktion ist wirkungslos, wenn im NC-Satz eine Spindel M-Funktion programmiert wurde. Eine Synchronisation findet dann nur entsprechend der Einstellungen für die Spindel M-Funktion statt. Es gilt folgende Prioritätsreihenfolge:M19 > M3/M4/M5 > S |
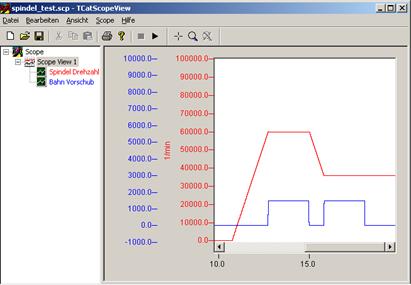
Beispiel 1: Spindel asynchron zu Bahnbewegung
spindel[i].s_synch 0x00000002 Ausgabe vor, Synch. vor Satz
spindel[i].m3_synch 0x00000001 Ohne Synch.
N20 X40 Y40 G1 F1500 M3 S500 Synch. Entsprechend M3: keine Synchronisation.
N30 M3 S100 X0 Y0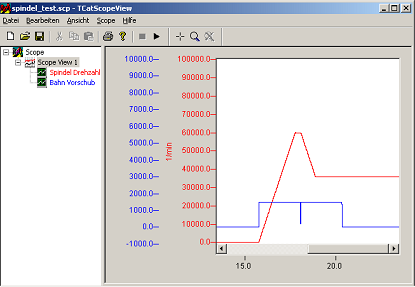
Beispiel 2: Spindel synchronisiert zur Bahnbewegung
spindel[i].s_synch 0x00000002 Ausgabe vor, Synch. Vor Satz
spindel[i].m3_synch 0x00000001 Ohne Synch.
N10 M3
N20 X40 Y40 G1 F1500 S500 Bahnbewegung startet erst, wenn die Spindeldrehzahl erreicht wurde.
N30 S100 X0 Y0 Bahnbewegung wird zur Erniedrigung der Spindeldrehzahl unterbrochen.