Beispiel: Konfigurierung und Programmierung einer NC-Spindel
Initialisierung in der Achsparameterliste
kopf.achs_nr 1
achs_typ 0x0004 SpindelInitialisierung in der Kanalparameterliste (Kanal 1)
spdl_anzahl 1
main_spindle_ax_nr 1
main_spindle_name S
spindel[0].bezeichnung S1
spindel[0].log_achs_nr 1Programmierbeispiel DIN Syntax
N10 M03 S1000
N20 Z0
N30 M04 S1000
N40 Z100
N50 M05
N60 M19 S200 S.POS100
M30Programmierbeispiel Achsspezifische Syntax
N10 S[M03 REV1000]
N20 Z0
N30 S[M04 REV1000]
N40 Z100
N50 S[M05]
N60 S[M19 REV200 POS100]
M30Externe Beauftragung einer NC-Spindel
Über eine Zusatzschnittstelle im HLI kann die NC-Spindel aus dem PLC-Prozess beauftragt werden. Die Aufträge werden dabei von der Spindel in der Reihenfolge ihres Eingangs sequenziell bearbeitet.
Der PLC-Prozess erhält die Quittierungen, z. B. über die erreichte Drehzahl.
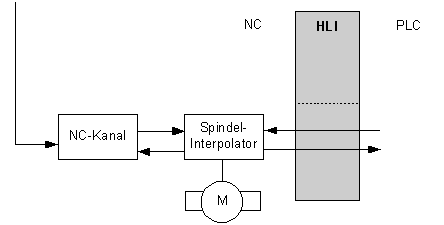 Abb.4: NC-Spindel mit externer Beauftragung
Abb.4: NC-Spindel mit externer Beauftragung