Anwendungsbeispiele
Beispiel 1
Die M-Funktion M83 soll wahlweise an den Kanal oder die X-Achse ausgegeben werden können. Eine Synchronisation ist nicht erforderlich.
Kanalparameterliste
m_synch[83] 0x1Programmierbeispiel
N10 M83 X[M83]
N20 M83
N30 X[M83]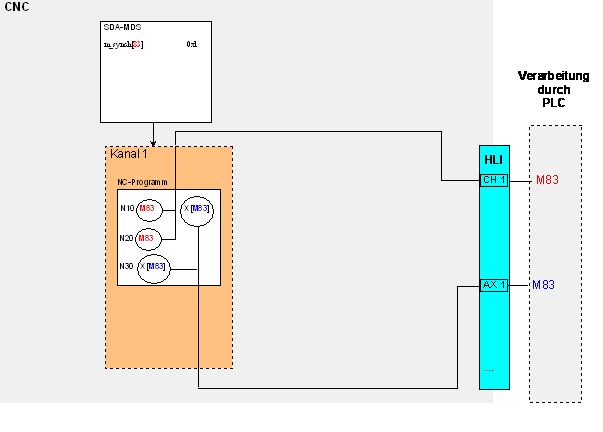
Beispiel 2
Die H-Funktion H3 soll zukünftig immer an die Spindelachse S ausgegeben werden, ohne dass eine Änderung von CNC-Programmen notwendig wird. Eine Synchronisation ist vor Aufnahme einer Bewegung erforderlich. Zur Simulation der Fertigungszeit wird eine Bearbeitungsdauer von 1s angenommen.
Kanalparameterliste
h_synch[3] 0x2 MVS_SVS
h_default_outp_ax_name[3] S
h_prozess_zeit[3] 1000000Programmierbeispiel
N10 X10 H3Beispiel 3
Die vorbelegte M-Funktion M1 soll vor Aufnahme einer Bewegung synchronisiert werden. Zur Simulation der Fertigungszeit ist von einer Bearbeitungsdauer von 0,8s auszugehen.
Kanalparameterliste
m_synch[1] 0x2 MVS_SVS
m_prozess_zeit[1] 800000Programmierbeispiel
N10 M1 X100