Einleitung
Maschinen-schaltfunktionen
Die CNC-Befehle M und H dienen entsprechend DIN66025 zur Beauftragung von Maschinenschaltfunktionen und Hilfsfunktionen über die PLC. Ein Teil der M-Funktionen ist durch Normung festgelegt, während alle anderen und die H-Funktionen für den Anwender frei verfügbar sind.
Der zeitliche Verlauf der Ausgabe von M- und H-Funktionen an die PLC und die darauf folgende Reaktion durch die PLC kann auf unterschiedliche Art mit auszuführenden Bewegungen synchronisiert werden.
Zur Simulation der Bearbeitungszeit einer M- oder H-Funktion kann jeweils eine Zeitdauer angegeben werden, wodurch die Laufzeit eines CNC-Programms ermittelt werden kann.
Eigenschaften von M- und H-Funktionen
M- und H- Funktionen werden von der PLC standardmäßig dem CNC-Kanal zugeordnet, in dem sie programmiert werden. Es besteht darüber hinaus die Möglichkeit, diese in einem achsspezifischen Bereich an die PLC auszugeben, was insbesondere bei Systemen mit mehreren CNC-Kanälen und gemeinsam von diesen verwendeten Achsen zu einer Vereinfachung bei der Realisierung von PLC Applikationen beitragen kann.
Synchronisationsart |
Frei verfügbar oder vorbelegt nach DIN 66025 |
Bearbeitungszeit |
Kanal- oder achsspezifische Ausgabe |
Spindelspezifisch |
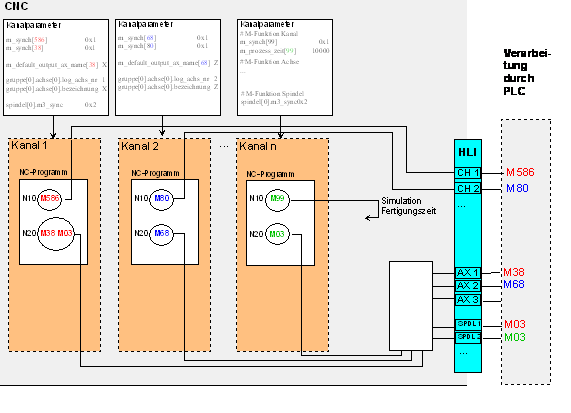
Die CNC-Kanäle werden jeweils über eine Initialisierungsliste (Kanalparameterliste) parametriert. Hier sind alle M- und H-Funktionen anzugeben, wobei die Art der Synchronisation und optional statt der kanalspezifischen, eine achsspezifische Zuordnung festgelegt wird. An der Schnittstelle zur PLC (High Level Interface) [HLI] werden M-und H-Funktionen in den kanal- und achsspezifischen Bereichen ausgegeben und von der PLC entsprechend weiterverarbeitet und bestätigt.