Beschreibung
Aufgabe
Die Steuerung bietet die Möglichkeit während laufender Interpolation, d.h. während des Ablaufs eines NC-Programms, die Achsen im Programmierkoordinatensystem über Handbedienelemente mit zusätzlichen Sollwerten zu versorgen. Dies wird durch Programmierung von G201 aktiviert.
Über G200 können die Achsen im Handbetrieb ohne parallele Interpolation verfahren werden.
Mit der Parametrierung der Offsetgrenzen im Handbetrieb besteht die Möglichkeit für jede Achsrichtung die zusätzlich beaufschlagten Sollwerte zu begrenzen.
Wirkung
Ab dem Zeitpunkt der Aktivierung des Handbetriebs mit/ohne parallele Interpolation durch Programmierung von G201/G200 werden die durch Handbedienelemente zusätzlich gegebenen Sollwerte unter Berücksichtigung ihrer Wirkrichtung addiert, bis dieser Betrieb durch Programmierung von G202 abgewählt wird. Die Summe aller gegebenen Sollwerte wird dabei auf ein Unter- oder Überschreiten der definierten Offsetgrenzen für die negative oder positive Achsbewegungsrichtung überprüft.
Nach Abwahl des Handbetriebs mit paralleler Interpolation durch den NC-Befehl G202, bleiben die während des Betriebes zusätzlich gegebenen Sollwertoffsets weiterhin aktiv.
Meldungen
Das Verletzen der Wertebereichsgrenzen für die positive und negative Offsetgrenze bei der Parametrierung, sowie das Unter- oder Überschreiten der Offsetgrenzen durch Vorgabe von Sollwerten über Handbedien-elemente während paralleler Interpolation erzeugen Meldungen.
Werte-bereichsgrenzen
Die Wertebereichsgrenzen für die Offsetgrenzen werden sowohl beim Hochlauf der Steuerung bei Übernahme der Achsparameter überprüft als auch bei der Programmierung durch einen #SET-NC-Programmbefehl (siehe CNC-Programmierung)
Ist die aktuelle Achsposition ausserhalb der Offsetgrenzen, so kann nur noch in Richtung des durch die Offsetgrenzen definierten Bereichs gefahren werden.
Jogbetrieb (incremental jog)
Wird versucht die Offsetgrenze zu überfahren, so wird eine entsprechende Meldung (ID: 150008) ausgegeben. Die betroffene Achse kann in entgegengesetzter Richtung bewegt werden.
Softwareendschalter
Ist der Handbetrieb mit paralleler Interpolation durch Programmierung von G201 möglich, kann es durch die Beaufschlagung mit Sollwerten durch die Handbedienelemente zu einer Überschreitung der Softwareendschalterpositionen kommen. Dies wird durch eine Meldung (ID: 50041, 50042) angezeigt.
Auf diese Meldung muss mit einem Reset der Steuerung reagiert werden.
Moduloachsen
Für Moduloachsen können die Offsetgrenzen mehrere Modulo-Umdrehungen umfassen. Die angegeben Offsetgrenzen beziehen sich auf die Achsposition, die zum Zeitpunkt der Aktivierung der Achse durch G200 / G201 gültig ist. Diese Bezugsposition kann über ADS oder direkt auf dem HLI ausgelesen werden.
Wird die Achse danach in einen anderen Modulobereich verfahren, so verschieben sich die Offsetgrenzen nicht in den neuen Modulobereich.
Beispiele
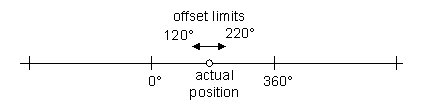
Offsetlimit innerhalb einer Moduloumdrehung
G200
negative limit = 120°
positive limit = 220°
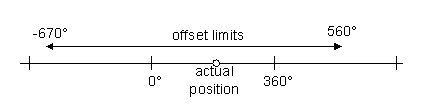
Offsetlimit umfasst mehrere Moduloumdrehungen
G200
negative limit = -670°
positive limit = 560°
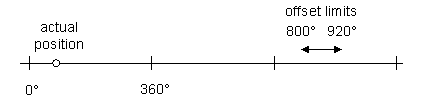
Offsetlimit liegen in anderem Modulovielfachem
G200
negative limit = 800°
positive limit = 920°
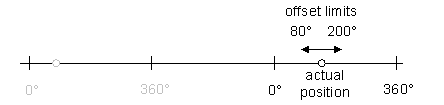
Versetzen der Bezugsposition durch Neuaktivieren er HB-Achse
G200
negative limit = 800°
positive limit = 920°
Achse um +740° verfahren
Bewegung fortsetzen / Reset
G200
negative limit = 80°
positive limit = 200°
 | Die Überwachung der Offsetgrenzen ist ausgeschaltet, sobald beide Grenzwerte (P-AXIS-00137, P-AXIS-00138) auf Null gesetzt werden.Beispielhafte Achsparametrierung: |