Fünfachsbearbeitung - Akima Spline
Zusätzlich zur Bewegung in der x-y Ebene wird im folgenden Programm das Werkzeug eines Fünfachskopfes normal zu einer Kreissekantenkontur geführt.
%L uprg_secant
N01 #SET ASPLINE MODE[2, 2]
N01 P5 = 80 ( Radius )
N02 P3 = 64 ( Anzahl Stützpunkte )
N03 P4 = 360/P3 ( Winkelstufung )
N04 G01 X-P5 F20
N05 X0
N06 G151 (Anwahl Spline )
N07 $FOR P1=1, P3, 1
N08 P2=P1*P4 F20
N09 X=P5*SIN[P2] Y=P5*[1.0-COS[P2]] C[-90+P2]
N10 $ENDFOR
N11 G150 (Abwahl Spline )
N12 XP5
M29
%Main
N100 #KIN ID[9]
N100 #TRAFO ON
N150 A90 C-90
N100 LL uprg_secant
N300 #TRAFO OFF
M30 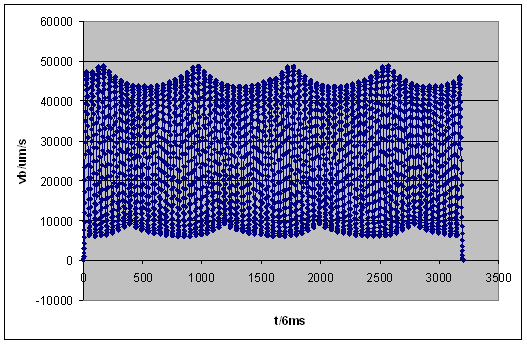 Abb.33: Bahngeschwindigkeit bei Linearsätzen mit normal orientiertem WZ
Abb.33: Bahngeschwindigkeit bei Linearsätzen mit normal orientiertem WZDer Vorschub schwankt aufgrund der Unstetigkeit in der rotatorischen Achse sehr stark.
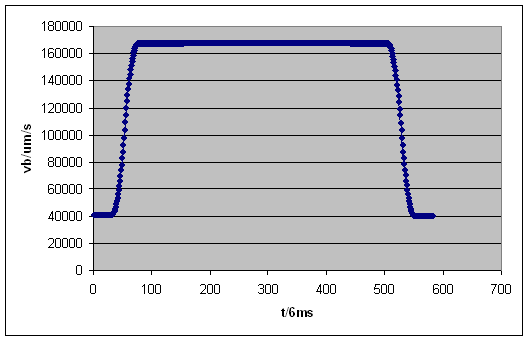 Abb.34: Bahngeschwindigkeit bei Splinekurve mit normal orientiertem WZ
Abb.34: Bahngeschwindigkeit bei Splinekurve mit normal orientiertem WZBei aktiver Splinefunktion ist die Bahngeschwindigkeit konstant. Die programmierte Bahngeschwindigkeit kann aufgrund der begrenzten Rotationsgeschwindigkeit der Orientierungsachse nicht erreicht werden. Da sich zusätzlich dazu der Bewegungsanteil der Rotationsachse aufgrund der konstanten Konturkrümmung nicht ändert, kann auch das Geschwindigkeitniveau auf der Bahn konstant gehalten werden.