Konturstützpunkte
Nur bei harmonischem Stützpunktverlauf des generierten NC Programms lässt sich eine ausreichend hohe Bahngeschwindigkeit erreichen. Dieser Einfloss wird umso stärker, je kürzer die Bewegungssätze sind. In Abbildung 1-22 sind beispielhaft die abgetasteten Linearsatzstützpunkte für eine Achse dargestellt. Jeder Stützpunkt repräsentiert also einen NC Satz. Durch die starken Schwankungen der Relativfahrwege bezogen auf den Raumfahrweg (Abbildung 1-23) ergibt sich ein stark schwankendes Geschwindigkeitsprofil für diese Achse. Dies wirkt sich auch negativ auf die Bearbeitungsgenauigkeit aus. Diese Art von Stützpunkten kann im Allgemeinen nur über ein stark glättendes Verfahren wie z.B. das B-Splineverfahren interpoliert werden. Besser ist jedoch der Einsatz einer geeigneten Filterfunktion im CAD/CAM System, da nur dieses System Informationen über die Urkontur besitzt.
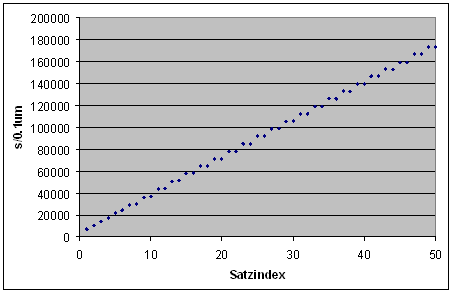 Abb.22: Durch CAD/CAM-System abgetastete Achspositionen
Abb.22: Durch CAD/CAM-System abgetastete Achspositionen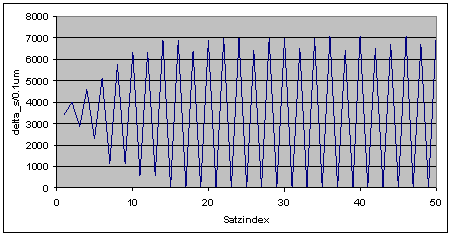 Abb.23: Satzbezogener Relativfahrweg der Achse
Abb.23: Satzbezogener Relativfahrweg der AchseBei der Fünfachsbearbeitung ist ein harmonischen Stützpunktverlauf besonders wichtig, da hier u.U. Werkzeugausgleichsbewegungen durch die CNC generiert werden müssen.
Nachfolgend sind die Achspositionen und der satzbezogene Relativfahrweg nach Glättung über einen einfachen Mittelwertfilter (z.B. in CAD/CAM-System) dargestellt.
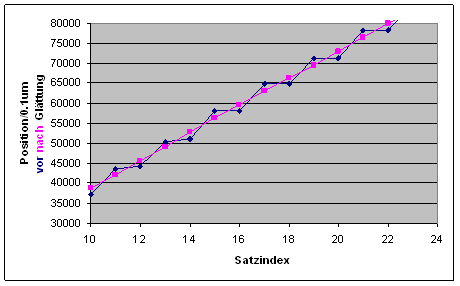 Abb.24: Abgetasteter Positionsverlauf der Achse
Abb.24: Abgetasteter Positionsverlauf der Achse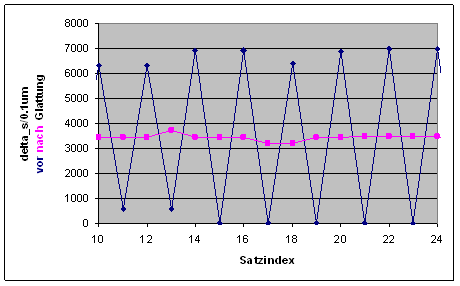 Abb.25: Satzbezogener Relativfahrweg der Achse
Abb.25: Satzbezogener Relativfahrweg der Achse