HSC B-Spline
Das HSC B-Splineverfahren ermöglicht es dem Anwender, die programmierte Kontur mit parametrierbarer Konturabweichung zu versplinen. Die Raumkurve interpoliert im Allgemeinen nicht die programmierten Stützpunkte, sondern benutzt diese nur als zu approximierende Kontrollpunkte. Dabei können Konturelemente, die innerhalb der parametrierten Toleranz liegen, zu einem einzigen Splinesegment zusammmengefasst werden.
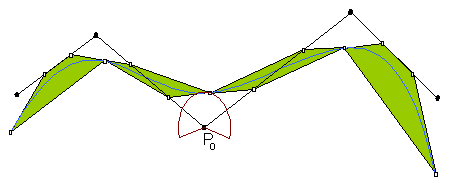
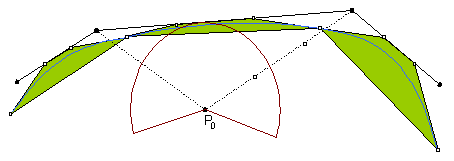 Abb.16: Reduktion von Splinesegmenten innerhalb der Toleranz um P0
Abb.16: Reduktion von Splinesegmenten innerhalb der Toleranz um P0Programmierung
Die Splinekurve basiert auf den Kontrollpunkten N40 N155, wobei die Splinekurve nur bei N20 und N150 direkt hindurch verläuft.
N10 #SET SLOPE PROFIL[3]
N20 G00 X0 Y0 Z0 F10000
N30 #HSC ON [BSPLINE PATH_DEV=0.2 MERGE=1]
N40 X3 Y25
N50 15 Y15
N60 23 Y12
N70 X25 Y25
N80 X30 Y35
N90 X50 Y37.5
N100 X55 Y32.5
N110 X58 Y12
N120 X70 Y12
N130 X77.5 Y10
N140 X90 Y35
N150 X100 Y37.5
N160 #HSC OFF
N170 #SET SLOPE PROFIL
N180 M30 Ein Programmteil, der im HSC-Modus verschliffen werden soll, beginnt mit #HSC ON und endet mit #HSC OFF. Nötige Einstellungen stehen entweder direkt hinter #HSC ON in eckigen Klammern oder in einer eigenen Programmzeile davor. Die folgenden Ausschnitte aus NC-Programmen zeigen beiden Varianten:
#HSC ON [BSPLINE Einstellungen]
...
#HSC OFFoder
#HSC [BSPLINE Einstellungen]
...
#HSC ON
...
#HSC OFFEinmal gewählte Einstellungen bleiben in weiteren #HSC ON...OFF Abschnitten erhalten, bis sie neu programmiert werden.
Aufgrund der optimierten satzübergreifenden Profilplanung bei kurzen Sätzen wird empfohlen, den HSC-Slope zu aktivieren. Am Ende des HSC Abschnittes kann dann wieder auf den Default Slopetyp mit #SET SLOPE PROFIL umgeschaltet werden.
Um eine günstige Einstellung zu finden, sind drei Fragen zu klären:
- Ist die Maschine anfällig für Schwingungen?
- Sollen scharfe Ecken sichtbar bleiben?
- Sind im NC-Programm Kreissätze enthalten?
 | Empfehlung: In jedem Fall sollte man ohne Vorsegmentierung von Linearsätzen fahren und kleine NC-Sätze nicht herausfiltern, also darauf achten, dass in der Kanalparameter-Liste die Parameter..hsc.gen.linear_segmentation, und -hsc.gen.filter_deviation..auf Null stehen. |
Einstellen der Spline Parameter
Im Folgenden werden die Parameter der Splinekurven beschrieben, mit denen man im HSC-Modus Konturen verschleift. Alle Einstellungen folgen dem Schlüsselwort BSPLINE. Zuerst wird gezeigt, welche Parameter die Toleranz festlegen, mit der die geglättete Bahn von den programmierten Punkten abweichen darf. Wie das HSC-Verfahren auf Überschreiten dieser Toleranz reagiert, hängt mit der Frage zusammen, ob scharfe Ecken sichtbar sein sollen oder abgerundet werden. Man kann zwischen beiden Varianten wählen.
In seltenen Fällen kommt es beim Zusammenfassen von NC-Sätzen zum Überschneiden eigentlich paralleler Bahnen. Um das zu verhindern, muss man eine Voreinstellung ändern. Zuletzt werden eine Option zum Verschleifen von Eilgangsätzen sowie Grenzwerte für Knickwinkel und Satzlängen beschrieben, die nur ausnahmsweise geändert werden sollten.
Konturabweichung
Vom HSC-Algorithmus geglättete Konturen liegen nicht genau auf den programmierten Punkten; die maximale Abweichung der Hauptachsen folgt dem SchlüsselwortPATH_DEV, ihr Wert∆s wird in Millimetern angegeben. Für 5 Achs-Simultanfräsen gibt man die Toleranz der Winkelachsen∆φin Grad nach dem SchlüsselwortTRACK_DEVan:
#HSC ON [BSPLINE PATH_DEV =∆s, TRACK_DEV =∆φ]
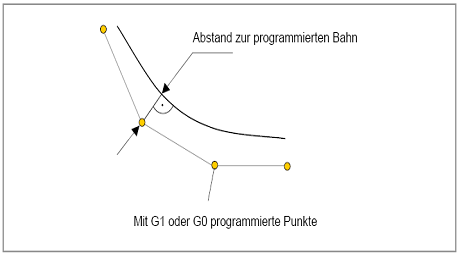 Abb.17: Abbildung 1-17: - Abstand definieren der geglätteten Kontur zur programmierten Bahn.
Abb.17: Abbildung 1-17: - Abstand definieren der geglätteten Kontur zur programmierten Bahn.Sollen scharfe Kanten sichtbar bleiben?
An spitzen Ecken droht die Splinekurve den Toleranzschlauch zu verlassen. Das HSC-Verfahren wirkt dem auf zwei Arten entgegen: Entweder fügt es neue Punkte ein und zieht so den Spline an die programmierte Bahn heran oder es unterbricht die Splinekurve am Eckpunkt, so daß die geglättete Kontur genau in die Spitze führt. Bei der ersten Methode werden Ecken abgerundet, während sie bei der Zweiten sichtbar bleiben.
Abgerundete Kanten
Dieser Modus ist voreingestellt. Um ihn ausdrücklich anzuwählen, setztman die beiden Parameter AUTO_OFF_PATH und AUTO_OFF_TRACK auf Null:
#HSC [BSPLINE AUTO_OFF_PATH = 0, AUTO_OFF_TRACK = 0]
Haupt- und Mitschleppachsen lassen sich unterschiedlich einstellen, was aber nicht sinnvoll erscheint.
Die Abbildung 1-18 erläutert die Wirkungsweise der Methode
| Verschleift man Linearsätze mit dieser Methode, ergibt sich ein Krümmungsverlauf wie beim "Contour-Mode"-Befehl mit G261, falls in den Kanalparametern: "hsc.gen.linear_segmentation" auf Null steht. |
 Abb.18: An scharfen Ecken Punkte hinzufügen, um Toleranz einzuhalten.
Abb.18: An scharfen Ecken Punkte hinzufügen, um Toleranz einzuhalten.Scharfe Kanten
Um den Modus eckige Kontur anzuschalten, setzt man die Parameter AUTO_OFF_PATH und AUTO_OFF_TRACK auf Eins:
#HSC [BSPLINE AUTO_OFF_PATH = 1, AUTO_OFF_TRACK = 1]
Hier endet die Splinekurve an Eckpunkten, wie in folgender Abbildung dargestellt.
| Obwohl man an der Spitze kurzzeitig anhält, sinkt die Bearbeitungszeit in diesem Modus, da das Verfahren hier schnell abbremst und wieder beschleunigt; im Gegensatz zum Modus Ecken abrunden, in dem man eine längere Strecke mit relativ kleinem Vorschub fährt. |
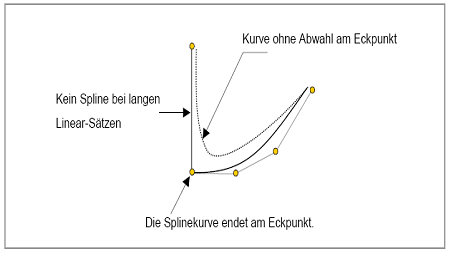 Abb.19: Abwahl des Splines am Eckpunkt, die scharfe Kante bleibt sichtbar.
Abb.19: Abwahl des Splines am Eckpunkt, die scharfe Kante bleibt sichtbar.Zusammenfassung von Sätzen (Merge)
Der Krümmungsradius der Bahn und der Vorschub bestimmen die axiale Beschleunigung senkrecht zur Bahnrichtung. Um alle Grenzwerte der Achsbeschleunigungen einhalten zu können, muss ggf. der Vorschub abgesenkt werden.
Die aus dem NC-Code für Freiformflächen erzeugten Splinekurven haben praktisch immer einen unruhigen Verlauf der Krümmung, sie schwankt von Satz zu Satz. Es ist deshalb sinnvoll, NC-Sätze zusammenzufassen, um die Vorschubgrenzen zu glätten. In seltenen Fällen kommt es dabei zum Überschneiden paralleler Bahnen, was sich in ungleichmäßigen Fräßbahnen äußert. Mit dem Parameter MERGE lässt sich das Zusammenfassen abschalten.
#HSC [BSPLINE MERGE = 0 oder 1]
MERGE = 1 Sätze zusammenfassen, Voreinstellung
MERGE = 0 Sätze nicht zusammenfassen
Die Abbildung unten zeigt, wie der Spline-Merge den Verlauf der Krümmung beruhigt; es ist dann möglich, mit gleichmäßigerem Vorschub zu fahren.
| Das Merge-Verfahren fasst solange NC-Sätze zusammen, bis weiteres Zusammenfassen zum Überschreiten des Toleranzschlauchs führt, der mit den Parametern PATH_DEV und TRACK_DEV definiert wurde.Ist die Ruckbegrenzung aktiv und der geometrischen Ruck wird überwacht, so führt ein ruhiger Krümmungsverlauf auch zu höheren Geschwindigkeiten.Zuletzt werden eine Einstellung zum Verschleifen von Eilgangsätzen sowie Grenzwerte für Knickwinkel und Satzlängen beschrieben. |
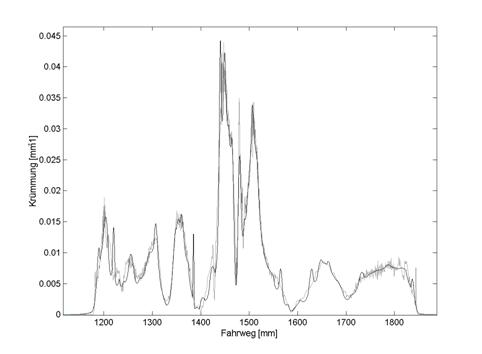 Abb.20: Der Spline-MERGE beruhigt den Krümmungsverlauf.
Abb.20: Der Spline-MERGE beruhigt den Krümmungsverlauf.Spline und Eilgangpositionierung
Wie sich zeigt, ist es schneller in eine Ecke zu fahren und dort einen Moment anzuhalten, als die Kontur abzurunden und über eine längere Strecke mit niedrigem Vorschub zu fahren. Deshalb kann es sinnvoll sein, Übergänge mit Eilsätzen nicht zu verschleifen. Falls die Anfahrbewegungen mit Eilsätzen programmiert wurden und man bei der Zustellbewegung des Fräsers nicht Anhalten möchte, muss AUTO_OFF_G00 gleich Null sein.
#HSC [BSPLINE AUTO_OFF_G00 = 0 oder 1]
AUTO_OFF_G00 = 0 Übergange mit Eilsätzen verschleifen, Voreinstellung
AUTO_OFF_G00 = 1 Implizite Abwahl des Splines aufgrund eines Eilgangsatzes
Schwellwerte des Algorithmus
MAX_PATH_LENGTH<wert> - Maximale Bahnlänge relevanter Sätze in mm, sind Sätze länger als die angegebene Länge, wird der Spline implizit abgewählt, Defaultwert: 0 mm (implizite Abwahl aufgrund der Satzlänge findet nicht statt).
MAX_ANGLE<wert> - Maximaler Konturknickwinkel in Grad für Übergänge zwischen zwei Linearsätzen bis zu dem ein B-Spline eingefügt wird. Ist der Winkel zwischen den beiden Linearsätzen größer, so erfolgt eine interne Abwahl des B-Splines. Defaultwert: 0° (implizite Abwahl aufgrund des Knickwinkels findet nicht statt).
Kontur überschleifen im HSC-Modus
Prismatische Teile werden im HSC-Modus genauso gut bearbeitet wie beim Polynomüberschleifen mit den "Contour-Mode"-Befehlen. Dieser Modus funktioniert damit sowohl für Freiformflächen als auch bei prismatischen Konturen.
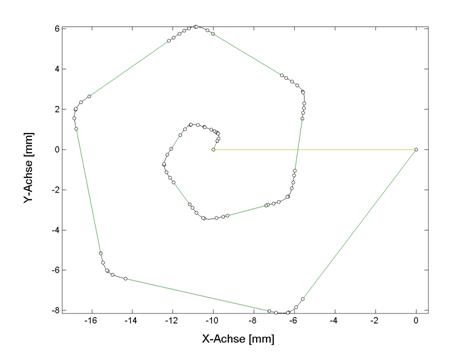
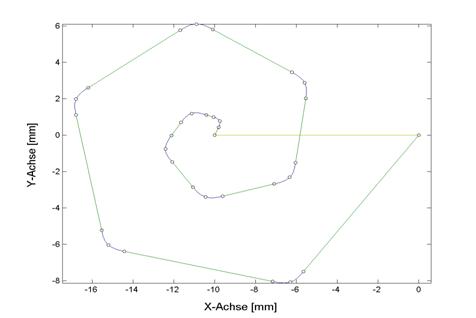 Abb.21: Der HSC-Modus (oben) verschleift Linearsätze wie bei "Contour-Mode"-Befehlen (unten), die Konturen weichen kaum voneinander ab.
Abb.21: Der HSC-Modus (oben) verschleift Linearsätze wie bei "Contour-Mode"-Befehlen (unten), die Konturen weichen kaum voneinander ab.