Polynomüberschleifen Typ 5
Beim Polynomüberschleifen Typ 5 hat der Anwender die Möglichkeit, ohne Konturabweichung und Geschwindigkeitseinbruch eine Eckenbearbeitung durchzuführen. In diesem Fall wird die Ecke über eine Schleifenbewegung des Werkzeugs bearbeitet. Dies ist nur dann möglich, wenn die Werkzeugbewegung durch die eingefügten Polynome im Eckenbereich keine Konturverletzung durchführt. Die Schleifenbewegung im Außenbereich der Ecke wird neben dem Eckabstand über den absolut programmierten Zwischenpunkt definiert. Wenn keine Sollkonturabweichung zulässig ist, sind die Eckabstände auf 0 zu setzen.
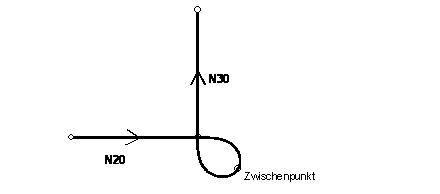 Abb.15: Polynomüberschleifen Typ 5
Abb.15: Polynomüberschleifen Typ 5Programmierung
Beispiel: Anwahl Polynomüberschleifen Typ 5 mit Zwischenpunktdefinition Pz=(250,-150), Eckabstände sind 0.
N05 #CONTOUR MODE [POS, X250, Y-150]
N10 G261
N20 G01 G01 G90 X100 F10000
N30 Y480
....................(weitere Konturbeschreibung)
N2000 G260 Einsatzgebiete
In der folgenden Tabelle sind die sinnvollen Anwendungsbereiche für die verschiedenen Überschleifverfahren dargestellt. Sofern keine Anforderungen / Angaben bezüglich der Sollkonturgenauigkeit gemacht werden müssen, können alle Typen bei der typischen 2.5D Bearbeitung eingesetzt werden.
Aufgrund der direkten oder indirekten Angabe der Konturgenauigkeit können die Verfahren 1, 3, und 4 im allgemeinen HSC Bereich eingesetzt werden. Typ 1 eignet sich nicht für die HSC Fünfachsbearbeitung.
Typ | Verwendung der verschiedenen Überschleiftypen bei | |||
| Konv. 2.5D | HSC 2.5D | HSC 3D Freiformfläche | HSC 5 Achsen |
1 | + | + | + | - |
2 | + | - | - | - |
3 | + | + | + | + |
4 | + | + | + | + |
5 | + | -(*) | -(*) | -(*) |
+: geeignet -: nicht geeignet
(*) Parametrierungsmöglichkeit bei Einsatz von CAD/CAM System ist zu prüfen