Geschwindigkeitsprofil
NC- Programme mit kurzen Sätzen können ohne Änderung der Konturbeschreibung nur bei relativ hoher zulässiger Beschleunigung der CNC Achsen und aktivem linearen Slope mit ausreichender Geschwindigkeit gefahren werden, da die Satzübergänge im allgemeinen nichtstetig bzgl. der Achsgeschwindigkeit verlaufen, d.h. nicht tangential sind. Mit Verwendung der in den folgenden Kapiteln beschriebenen konturverändernden Funktionen bzw. Verfahren erreicht man mit der linearen Slope-Funktion die kürzest mögliche Bearbeitungszeit (zeitoptimal).
Bei manchen Maschinentypen ist die Verwendung der sprungförmigen Beschleunigung aufgrund der daraus resultierenden Schwingungsanregung für die Maschine nicht möglich. In diesem Fall ist ein nichtlineares Geschwindigkeitsprofil (z. B. Slope mit linearer Beschleunigungsänderung) erforderlich). Die Beschleunigung wird aufgrund der erforderlichen Ruckbegrenzung entsprechend der vorgegebenen Rampenzeit auf- und abgebaut.
Bei Verwendung dieses Slopetyps können kurze nicht tangentiale Linear- oder Zirkularsätze nicht mit ausreichender Geschwindigkeit gefahren werden. Ursache hierfür ist die bei der nichtlinearen Slope-Funktion aktive Ruckbetrachtung in der CNC. An nichtstetigen Satzübergängen muß der Look Ahead die Bahngeschwindigkeit reduzieren, um keine zu großen Beschleunigungssprünge zu erhalten.
Für die HSC-Bearbeitung steht ein spezieller HSC-Slope zur Verfügung, der bei kurzen Sätzen sowohl die Geschwindigkeit als auch die Beschleunigung satzübergreifend im Look-Ahead führen kann. Das Beschleunigungsprofil ist an das trapezförmige Slopeprofil angelehnt.
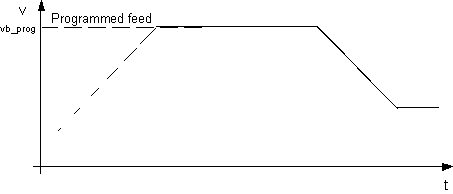 Abb.3: Typischer Bahngeschwindigkeitsverlauf bei linearer Slope- Funktion
Abb.3: Typischer Bahngeschwindigkeitsverlauf bei linearer Slope- Funktion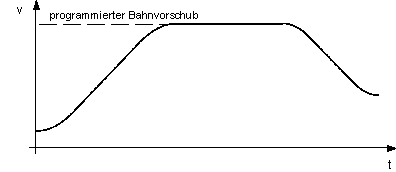 Abb.4: Typischer Bahngeschwindigkeitsverlauf bei nichtlinearer Slope- Funktion
Abb.4: Typischer Bahngeschwindigkeitsverlauf bei nichtlinearer Slope- Funktion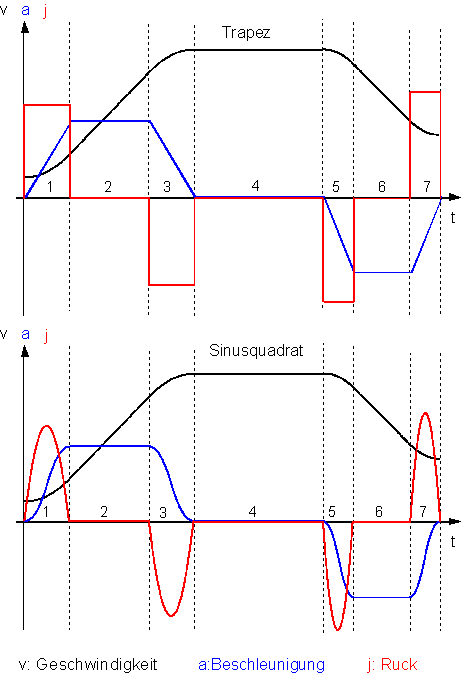 Abb.5: 7 Phasen Profilverläufe bei nichtlinearer Slope Funktion
Abb.5: 7 Phasen Profilverläufe bei nichtlinearer Slope Funktion