Beschreibung
Prinzip
Die Ursache des Schleppfehlers ist die regelungstechnische Zeitverzögerung von Geschwindigkeit, Beschleunigung und Ruck im Lageregler zur berechneten Führungsgröße im Interpolator. Die Vorsteuerung berechnet im Interpolator den sich theoretisch einstellenden Schleppfehler, der sich aufgrund der aktuellen Geschwindigkeit, Beschleunigung und Ruck im Lageregler ergeben würde und ermittelt daraus einen Geschwindigkeitssollwert vVorsteuerung der auf den Ausgang des Lagereglers addiert wird (Abbildung 1-1). Dieser zusätzliche Sollwert kann mit einem Faktor gewichtet werden.
Die zu erwartenden Schleppabstände lassen sich nach der Beziehung

für konstante Geschwindigkeit nach

für konstante Beschleunigung und nach

für konstanten Ruck berechnen. Hierbei ist Ta die mechanische Zeitkonstante des Antriebs.
Alternativ können die in der Steuerung berechneten Sollgeschwindigkeiten und Sollbeschleunigungen als additive Geschwindigkeits- und Drehmomentsollwerte an den Antriebsregler übertragen werden und dort in die jeweiligen Regelkreise als additive Sollwerte eingespeist werden (siehe Abbildung 1.2).
Vorsteuerungsarten
Die Steuerung unterscheidet aufgrund der Ursache des Schleppfehlers die Vorsteuerungsarten
- Geschwindigkeitsvorsteuerung,
- Beschleunigungsvorsteuerung und
- Ruckvorsteuerung.
Alle Vorsteuerungsarten können getrennt voneinander aktiviert bzw. parametriert werden.
Aktivierung
Der Parameter P-AXIS-00223 aktiviert die Vorsteuerung für jede Achse bzw. Spindel. Mit dem Setzen der entsprechenden Bits werden die Vorsteuerungsarten ausgewählt und zudem weitere Steuerungsinformationen aktiviert. Die Anwahl der Vorsteuerung erfolgt im NC-Programm.
Gewichtung
Die Vorsteuerung kann mit zwei achsspezifischen Gewichtungsfaktoren gewichtet werden. Mit dem Parametern P-AXIS-00228 und P-AXIS-00229 wird die gesamte Vorsteuerung gewichtet.

Die Bescheunigungsvorsteuerung kann zusätzlich mit einer Ersatzzeitkonstante Ta gewichtet werden, die aus den Parametern P-AXIS-00225 und P-AXIS-00226 bestimmt wird.
Die Ruckvorsteuerung kann ebenfalls mit einem Faktor

gewichtet werden, die aus den Parametern P-AXIS-00337 und P-AXIS-00338 bestimmt wird.
 | Erfahrungsgemäß sollte die gesamte Vorsteuerung mit einem Faktor im Bereich 0.71 gewichtet werden. Bei Werten >1 eilt die Achse voraus und verschlechtert die Konturgenauigkeit. |
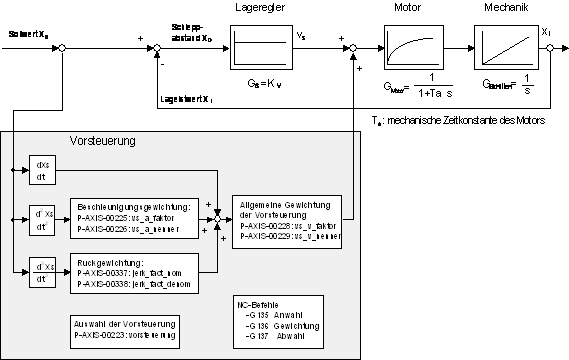 Abb.1: Blockschaltbild der konventionellen Vorsteuerung
Abb.1: Blockschaltbild der konventionellen Vorsteuerung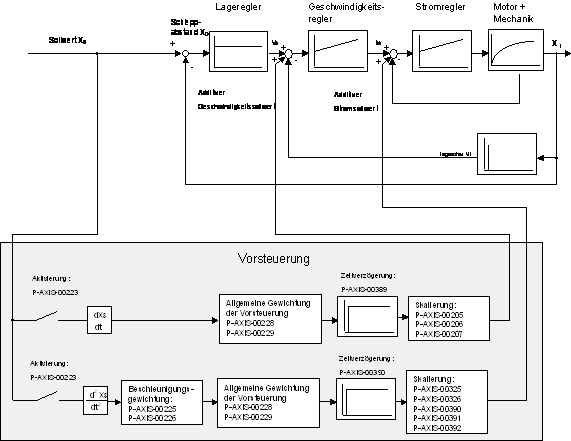 Abb.2: Blockschaltbild Vorsteuerung mit additiven Sollwerten
Abb.2: Blockschaltbild Vorsteuerung mit additiven SollwertenParametrierung für PROFIdrive-Antriebe
Die Steuerung unterstützt bei PROFIdrive-Antrieben zur Zeit ausschließlich das Telegramm 5. PROFIdrive-Antriebe benötigen zusätzlich die Parameter
- P-AXIS-00092: Lagegeberinkremente pro Motorumdrehung und
- P-AXIS-00165: Zeitversatz Sollwerte-Vorsteuerungsgrößen,
die in den Achsparameterlisten einzustellen sind.
Ferner kann bei den PROFIdrive-Antrieben mit dem Parameter P-AXIS-00223 ausgewählt werden, wie der berechnete Vorsteuerwert an den Antrieb übergeben wird:
- P-AXIS-00223, Bit 9 = 0: Der Vorsteuerwert wird als Schleppfehler in die Regelabweichung (XERR Signal-Nr.25) einberechnet.
- P-AXIS-00223, Bit 9 = 1: Der Vorsteuerwert wird als Drehzahl im Drehzahlsollwert (NSOLL_B Signal-Nr.7) einberechnet.
Hinweis | |
SERCOS-Antriebe Wenn bei SERCOS-Antrieben die Vorsteuerung nicht im Antrieb, sondern in der NC-Steuerung erfolgen soll, muss der Kv-Faktor in der Achsparameterliste gleich dem Kv-Faktor des SERCOS-Antriebs (S-0-0104) eingestellt werden. |
Programmierung
Die Programmierung der Vorsteuerung im NC-Programm erfolgt mit den modal wirksamen Befehlen G135 , G136 und G137 [PROG].
Anwahl der Vorsteuerung
Bei jedem Programmstart wird die Vorsteuerung explizit ausgeschaltet. Die achsgruppenspezifische Aktivierung der Vorsteuerung wird mit dem NC-Befehl G135 programmiert.
Gewichtung der Vorsteuerung
Eine achsspezifische, prozentuale Gewichtung der berechneten Vorsteuergrößen erfolgt über G136. Sie ist für alle Achsen auf 100% begrenzt. Nach jedem Programmstart werden die Gewichtungsfaktoren auf 100% zurückgesetzt. Wenn die Vorsteuerung während des NC-Programms ein- bzw. ausgeschaltet wird, bleiben die Gewichtungsfaktoren auf den durch G136 eingestellten Werten gesetzt. Für Achsen bei denen kein G136 programmiert wurde, bleibt der Gewichtungsfaktor auf 100%.
Es ist auch möglich, die Anwahl und Gewichtung der Vorsteuerung in einem Satz einzugeben.
Abwahl der Vorsteuerung
Mit G137 wird die Vorsteuerung achsgruppenspezifisch ausgeschaltet.
Ausschalten einzelner Achsen
Bei Achsen, für die nach der globalen Anwahl mit G135 keine Vorsteuerung erfolgen soll, muss mit G136 als prozentuale Gewichtung 0% angegeben werden.
Beispiel:
G135 (Anwahl der Vorsteuerung; Gewichtung)
(für alle Achsen 100%)
G136 X80 Y95 Z0 (Gewichtung; Hier wird die Z-Achse)
(nicht vorgesteuert)Parametrierung der Spindel
Die Programmierung der Vorsteuerung für Spindeln im NC-Programm erfolgt ebenfalls mit den modal wirksamen Befehlen G135 , G136 und G137 [PROG].
Mit diesen Befehlen kann spindelspezifisch die Vorsteuerung programmiert werden. Die Befehle dürfen nicht gleichzeitig zusammen mit anderen spindelspezifischen Befehlen verwendet werden.
Beispiel:
S[G135] (Aktivierung der Vorsteuerung für S)
S[G136=80] (Angabe der Vorsteuergewichtung in %)
S[G137] (Deaktivierung der Vorsteuerung)
S2[G135 G136=90] (Aktivierung mit Gewichtung 90% für S2)
S2[G136=0] (Änderung der Gewichtung auf 0%)
S1[G135] (Aktivierung mit Defaultgew. 100% für S1)Zeitverzögerung
Für die Berechnung der Vorsteuerungswerte ergibt sich eine Zeitverzögerung von mindestens einem Takt zwischen dem Interpolator und dem Lageregler.
Hinweis | |
Auswirkungen der Zeitverzögerung bei der Messfahrt Bei einer Meßfahrt kann im ungünstigsten Fall ein Fehler erzeugt werden, da der Interpolator, welcher den Meßtasterhub überwacht, die Weganteile im Satzpuffer zwischen Interpolator und Lagerregler nicht berücksichtigt. Durch vergrößern des wirklichen Hubs des Messtasters im Parameter P-AXIS-00086 (hub_messtaster) kann dies verhindert werden. |
Beispiel
Die folgenden Abbildungen zeigen für eine einfache Verfahrbewegung die gemessenen Schleppabstände mit und ohne Geschwindigkeits- bzw. Beschleunigungsvorsteuerung. Abbildung 1-2 zeigt einen deutlichen Schleppabstand während der gesamten Verfahrbewegung.
Mit eingeschalteter Geschwindigkeitsvorsteuerung treten nur in den Beschleunigungsphasen Schleppabstandsspitzen auf, im Bereich mit konstanter Geschwindigkeit wird der Schleppabstand vollständig durch die Vorsteuerung kompensiert (Abbildung 1-3). Durch die zusätzliche Beschleunigungsvorsteuerung kann der Schleppabstand in den Beschleunigungsphasen weiter reduziert werden (Abbildung 1-4).
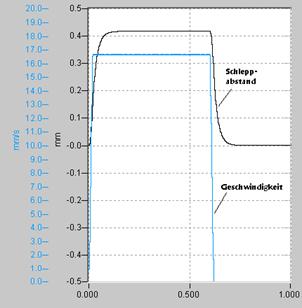 Abb.3: Schleppabstand ohne Vorsteuerung
Abb.3: Schleppabstand ohne Vorsteuerung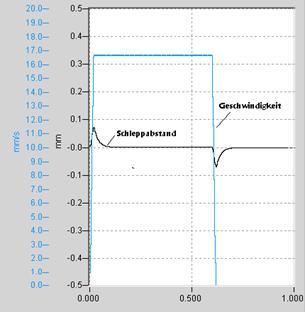 Abb.4: Schleppabstand mit Geschwindigkeitsvorsteuerung
Abb.4: Schleppabstand mit Geschwindigkeitsvorsteuerung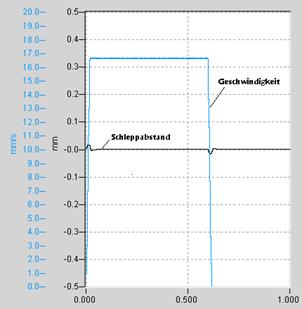 Abb.5: Schleppabstand mit Geschwindigkeits- und Beschleunigungsvorsteuerung
Abb.5: Schleppabstand mit Geschwindigkeits- und Beschleunigungsvorsteuerung