Beschreibung
Funktionsweise der Abstandsregelung
Die Abstandsregelung ist nach der Interpolation integriert und überlagert ggf. die programmierte Bewegung. Die Abstandsregelung wirkt unabhängig vom aktuellen Zustand des Interpolators, auch beim Warten auf Quittierungen (z.B. M-Funktionen) ist die Abstandsregelung aktiv.
Die Abstandsregelung ermittelt die tatsächliche Absolutposition der Werkstückoberfläche mit Hilfe des Motorgebers der Achse und eines zusätzlichen Sensorgebers. Die beiden Geber sind miteinander gekoppelt, d.h. beim Bewegen der Achse ändern sich die Werte der beiden Geber immer entgegengesetzt zueinander.
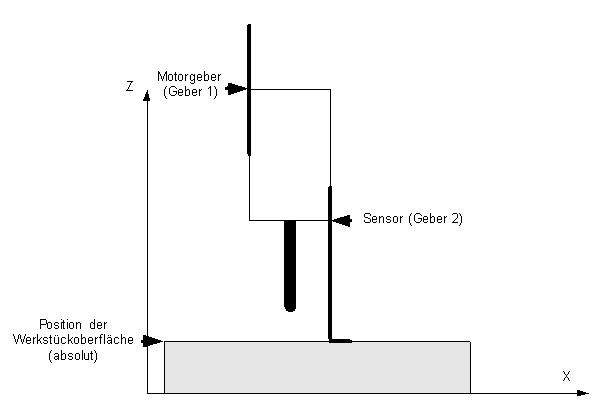 Abb.4: Tastung der Werkstückoberfläche
Abb.4: Tastung der WerkstückoberflächeBerechnung der Abweichung
Mit Hilfe der elektronischen Tastung wird in jedem Takt die Abweichung der realen Werkstückoberfläche zur vorgegebenen Sollposition (SET_POS) ermittelt. Sie ergibt sich durch:
Abweichung = Motorgeber + Sensorgeber - Sollposition (SET_POS)
= Istposition Werkstückoberfläche - Sollposition (SET_POS)
Um die Abweichung der Werkstückoberfläche auszugleichen, wird die Antriebsposition zusätzlich um den berechneten Offset der Abstandsregelung verschoben:
Sollwert Antrieb = Programmierter Sollwert (PCS) + Offset Abstandsregelung
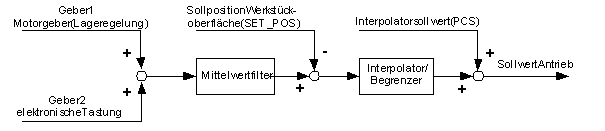 Abb.5: Blockschaltbild der Abstandsregelung
Abb.5: Blockschaltbild der AbstandsregelungAn- und Abwahl über das NC-Programm
Über das NC-Programm wird die Abstandsregelung ein- bzw. ausgeschaltet oder auch der aktuelle Korrekturwert eingefroren.
Beispiel:
N10 Z[DIST_CTRL SET_POS=30] Position setzen
Nxx Z[DIST_CTRL ON] Anwahl
…
Nxx Z[DIST_CTRL OFF] Abwahl
N999 M30 Die vollständige CNC-Syntax ist im Kapitel Programmierung beschrieben.
Typischer Ablauf
Typischer Ablauf bei der Aktivierung der Abstandsregelung:
- Das Werkzeug wird eingewechselt
- X- und Y-Achsen fahren auf Bearbeitungsposition
- Die Abstandsregelung wird eingeschaltet und die Sollposition des Werkstücks wird gesetzt
- Z-Achse fährt nach unten
- Sensor oder Tastring meldet Abstand
- Abstandsregelung ist aktiv, Dickentoleranzen oder Lagedifferenzen werden ausgeglichen
Deaktivierung der Abstandsregelung:
- Ausschalten der Abstandsregelung über das NC-Programm
- Abstandsregelung ist inaktiv, Dickentoleranzen oder Lagedifferenzen werden nicht mehr ausgeglichen, der aktuelle Offset bleibt bis zur nächsten Positionsanforderung aktiv.
Wirkungsweise
Mit der Abstandsregelung können Abweichungen der Position der Werkstückoberfläche (Istposition) zu einer vorgegeben Sollposition automatisch korrigiert werden:
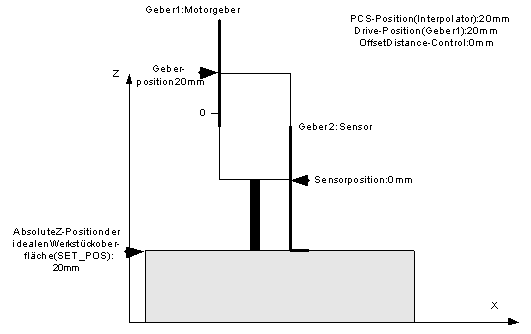 Abb.6: Ideales Werkstück
Abb.6: Ideales WerkstückAbweichung
Eine Abweichung von der idealen Werkstückoberfläche (z.B. bei dünnerem Werkstück) wird durch den Sensor (Geber 2) detektiert:
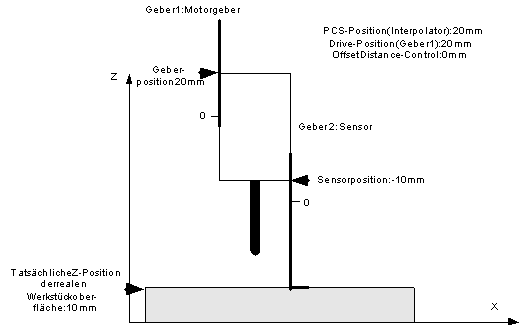 Abb.7: Reales Werkstück ohne Abstandsregelung
Abb.7: Reales Werkstück ohne AbstandsregelungKompensation des Versatzes
Nach Einschalten der Abstandsregelung mit SET_POS=20 mm (erwartete Werkstückhöhe) wird der Versatz durch die Abstandsregelung kompensiert. Ein Anpassen des NC-Programms (PCS-Position) ist dadurch nicht notwendig:
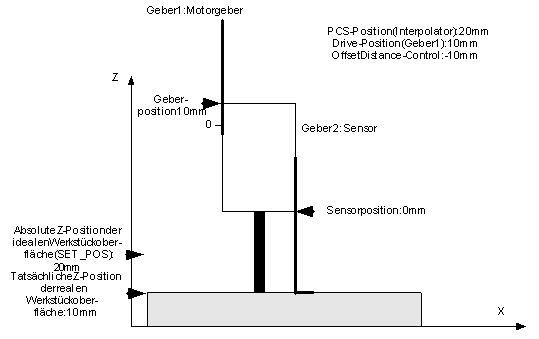 Abb.8: Reales Werkstück mit Abstandsregelung
Abb.8: Reales Werkstück mit Abstandsregelung | Die Abstandskontrolle wird bei einem Achsfehler, CNC-Reset oder bei Programmende des CNC-Kanals, der die Achse beauftragt hat, automatisch ausgeschaltet. |