Plausibilitätsprüfungen und Meldungen
Fehler und „Warnings“
Die Versorgungsparameter werden im Zyklus vor ihrer Verwendung auf Plausibilität geprüft. Werden dabei fehlerhafte, unbekannte oder in sonstiger Art und Weise nicht verwendbare Werte festgestellt, so wird im Zyklus über den #ERROR-Befehl [PROG] eine Meldung ausgegeben.
Handelt es sich bei dieser Meldung um einen FEHLER, wird der Zyklus abgebrochen. Ist die Meldung eine WARNING, so wird der Wert zyklusintern berichtigt und die Bearbeitung fortgesetzt.
Zur genaueren Diagnose sind die mit #ERROR erzeugten Meldungen nachfolgend beschrieben. Hierbei gibt es allgemeine Meldungen, die von jedem Zyklus erzeugt werden können und zyklusspezifische Meldungen.
ID 13100 | Sicherheitsabstand nicht definiert. |
Beschreibung | Der Sicherheitsabstand begrenzt die Anfahrbewegung im Eilgang. Die Meldung wird erzeugt, wenn der Sicherheitsabstand
|
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Sicherheitsabstand prüfen, Versorgungsparameter korrigieren. |
Meldungstyp | Allgemeine Meldung. |
ID 13101 | Mehrfachdefinition der Bearbeitungstiefe. |
Beschreibung | Die Bearbeitungstiefe muss entweder absolut oder relativ definiert werden. Die Meldung wird erzeugt, wenn bei der Bearbeitungstiefe beide Versorgungsparameter für absolute und relative Angabe belegt sind. |
Reaktion | WARNING: Zyklus wird unter Verwendung der absoluten Bearbeitungstiefe fortgesetzt. |
Abhilfe | Festlegen, ob Bearbeitungstiefe absolut oder relativ definiert werden soll und Versorgungsparameter entsprechend korrigieren. |
Meldungstyp | Allgemeine Meldung. |
ID 13102 | Programmierte Bearbeitungstiefe ueberschreitet zulaessige Werkzeuglaenge. |
Beschreibung | In den Werkzeugparametern kann die maximal nutzbare Werkzeuglänge eingetragen werden (P[0] siehe Kapitel 1.3 ). Bei einem Wert ungleich Null wird geprüft, ob die programmierte Bearbeitungstiefe kleiner als die zulässige nutzbare Werkzeuglänge ist. Wenn nicht, wird die Meldung erzeugt. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Prüfen, ob die zulässige Werkzeuglänge richtig definiert ist. Eventuell für die Bearbeitung ein anderes Werkzeug mit einer für die Bearbeitungstiefe ausreichenden Werkzeuglänge verwenden. |
Meldungstyp | Allgemeine Meldung. |
ID 13103 | Anzahl der Zustellungen nicht definiert. |
Beschreibung | Bei mehrstufigen Arbeitsgängen bis zur programmierten Bearbeitungstiefe wird im Zyklus die Anzahl der Zustellungen geprüft. Die Meldung wird erzeugt, wenn die Anzahl der Zustellungen
|
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Anzahl der Zustellungen prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Bohr- oder Taschenfräszyklus. |
ID 13104 | Zustelltiefe ueberschreitet zulaessigen Bearbeitungshub. |
Beschreibung | In den Werkzeugparametern kann der maximal zulässige Bearbeitungshub eingetragen werden [P[1] siehe Kapitel 1.3 ). Bei einem Wert ungleich Null wird geprüft, ob die berechnete Zustelltiefe kleiner als der maximal zulässige Bearbeitungshub ist. Wenn nicht, wird die Meldung erzeugt. |
Reaktion | WARNING: Die Anzahl der Zustellungen bzw. der Wert eines Bearbeitungshubes wird zyklusintern auf Basis des Maximalhubes angepaßt und berechnet und der Zyklus fortgesetzt. |
Abhilfe | Anzahl der Zustellungen im Versorgungsparameter entsprechend erhöhen bzw. prüfen, ob der zulässige Bearbeitungshub richtig definiert ist. Eventuell für die Bearbeitung ein anderes Werkzeug, mit einem für die Zustelltiefe ausreichenden Bearbeitungshub verwenden. |
Meldungstyp | Meldung aus Bohr- oder Taschenfräszyklus. |
ID 13105 | Rueckzugsweg/Vorhalteabstand nicht definiert. |
Beschreibung | Beim Stufenbohren benötigt der Bohrzyklus die Angabe des Rueckzugweges bzw. Vorhalteabstandes. Die Meldung wird erzeugt, wenn dieser Wert
|
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Rueckzugsweg bzw. Vorhalteabstand prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Bohrzyklus. |
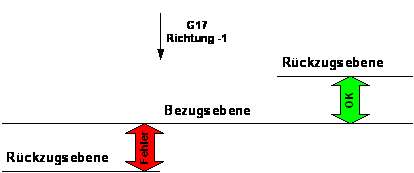
ID 13106 | Falsche Definition von Bezugs- und Rückzugsebene. |
Beschreibung | Im Zyklus wird richtungsabhängig geprüft, ob die Rückzugsebene vor der Bezugsebene liegt, d.h. ob die Rückzugsebene zur Endbohrtiefe einen größeren Abstand hat als die Bezugsebene. Die Meldung wird erzeugt, wenn
|
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Lage von Rückzugsebene und Bezugsebene prüfen und Versorgungsparameter korrigieren. |
Meldungstyp | Allgemeine Meldung. |
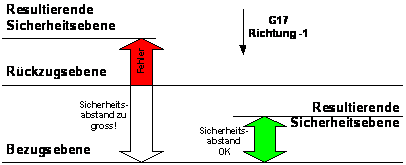
ID 13107 | Falsche Definition des Sicherheitsabstandes. |
Beschreibung | Im Zyklus wird auf Basis des programmierten Sicherheitsabstandes richtungsabhängig geprüft, ob die resultierende Sicherheitsebene unterhalb der Rückzugsebene liegt. Die Meldung wird erzeugt, wenn
|
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Sicherheitsabstand prüfen und Versorgungsparameter korrigieren. |
Meldungstyp | Allgemeine Meldung. |
ID 13108 | Keine oder unbekannte Bearbeitungsrichtung definiert. |
Beschreibung | Die Bearbeitungsrichtung ist erforderlich, um die richtige Lage und Wirkung des Sicherheitsabstandes bestimmen zu können. Ist keine Bearbeitungsrichtung angegeben, so wird diese Meldung erzeugt. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Bearbeitungsrichtung prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Allgemeine Meldung. |
ID 13109 | Unbekanntes Ablaufverfahren definiert. |
Beschreibung | Für das Bohren stehen verschiedene Ablaufverfahren zur Verfügung. Diese können durch die Angabe einer Kennzahl angewählt werden: 0: Zentrierbohren (Default) 1: Stufenbohren mit Späne brechen 2: Stufenbohren mit Späne entladen Diese Meldung wird erzeugt, wenn eine andere Kennzahl als 0, 1 oder 2 im entsprechenden Versorgungsparameter programmiert wurde. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Kennzahl des Ablaufverfahrens prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Bohrzyklus. |
ID 13110 | Bearbeitungstiefe nicht definiert. |
Beschreibung | Die Bearbeitungstiefe muss entweder absolut oder relativ definiert werden. Die Meldung wird erzeugt, wenn bei der Bearbeitungstiefe keiner der beiden Versorgungsparameter für absolute oder relative Angabe belegt ist. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Festlegen, ob Bearbeitungstiefe absolut oder relativ definiert werden soll und Versorgungsparameter entsprechend programmieren. |
Meldungstyp | Allgemeine Meldung. |
ID 13111 | Relative Bearbeitungstiefe ist Null. |
Beschreibung | Die Bearbeitungstiefe muss entweder absolut oder relativ definiert werden. Die Meldung wird erzeugt, wenn bei Verwendung einer relativen Bearbeitungstiefe der Versorgungsparameter mit Null belegt ist. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Fuer eine relative Bearbeitungstiefe den Versorgungsparameter entsprechend mit einem Wert ungleich Null programmieren. |
Meldungstyp | Allgemeine Meldung. |
ID 13120 | Unzulässige Spindelposition definiert. |
Beschreibung | Für das Gewindebohren ist die Positionierung der Spindel zwischen 0° und 360° erforderlich. Die Meldung wird erzeugt, wenn die Spindelposition außerhalb dieses zulässigen Bereiches programmiert wurde. Hinweis: Die Spindelposition kann auch optional in den Werkzeugparametern vorbelegt werden (P[4] siehe Kapitel 1.3 ). |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Spindelposition prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Gewindebohrzyklus. |
ID 13121 | Spindeldrehzahl nicht definiert. |
Beschreibung | Für das Gewindebohren ist die Angabe der Spindeldrehzahl zur Berechnung des Vorschubes erforderlich. Die Meldung wird erzeugt, wenn die Spindeldrehzahl weder in den Versorgungsparametern programmiert noch in den Werkzeugparametern vorbelegt ist. (P[3] siehe Kapitel). |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Spindelposition prüfen und festlegen, Versorgungsparameter oder Werkzeugparameter korrigieren. Sind beide belegt, so wird die Spindelposition aus dem Versorgungsparameter verwendet. |
Meldungstyp | Meldung aus Gewindebohrzyklus. |
ID 13122 | Gewindesteigung nicht definiert. |
Beschreibung | Für das Gewindebohren ist die Angabe der Gewindesteigung zur Berechnung des Vorschubes erforderlich. Die Meldung wird erzeugt, wenn die Gewindesteigung weder in den Versorgungsparametern programmiert noch in den Werkzeugparametern vorbelegt ist. (P[5] siehe Kapitel 1.3 ). |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Gewindesteigung prüfen und festlegen, Versorgungsparameter oder Werkzeugparameter korrigieren. Sind beide belegt, so wird die Gewindesteigung aus dem Versorgungsparameter verwendet. |
Meldungstyp | Meldung aus Gewindebohrzyklus. |
ID 13123 | Gewindegroesse nicht definiert. |
Beschreibung | Wird für die Bearbeitung ein Gewindebohrer mit Senker (Sonderwerkzeug (P[6] siehe Kapitel 1.3 ) verwendet, so ist für die Berechnung der Senkerbewegung die metrische Gewindegröße erforderlich. Die Meldung wird erzeugt, wenn die Gewindegröße in den Werkzeugparametern nicht vorbelegt ist. (P[7] siehe Kapitel 1.3 ). |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Gewindegröße prüfen und festlegen, Werkzeugparameter P[7] korrigieren. |
Meldungstyp | Meldung aus Gewindebohrzyklus. |
ID 13140 | Helikalradius nicht definiert. |
Beschreibung | Für das Helikalfräsbohren ist die Angabe des Bohrungsradius zur Berechnung der Helikalbewegung erforderlich. Die Meldung wird erzeugt, wenn der Radius nicht programmiert ist. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Helikalradius prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Helikalfräsbohrzyklus. |
ID 13141 | Helikalsteigung nicht definiert. |
Beschreibung | Für das Helikalfräsbohren ist die Angabe einer Steigung zur Berechnung der Helikalbewegung erforderlich. Die Meldung wird erzeugt, wenn die Steigung nicht programmiert ist. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Helikalsteigung prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Helikalfräsbohrzyklus. |
ID 13142 | Unbekannte Drehrichtung definiert. |
Beschreibung | Für das Helikalfräsbohren ist die Angabe einer Drehrichtung zur Berechnung der Helikalbewegung erforderlich. Diese kann durch die Angabe einer Kennzahl angewählt werden: 2: Drehrichtung im Uhrzeigersinn (CW) 3: Drehrichtung im Gegenuhrzeigersinn (CCW) Diese Meldung wird erzeugt, wenn eine andere Kennzahl als 2 oder 3 im entsprechenden Versorgungsparameter programmiert wurde. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Drehrichtung prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Helikalfräsbohrzyklus. |
ID 13160 | Taschenlaenge nicht definiert. |
Beschreibung | Für das Taschenfräsen ist die Angabe der 1. Taschenseite (Taschenlänge) zur Berechnung der Ausfräsbewegungen erforderlich. Die Meldung wird erzeugt, wenn die Taschenlänge nicht programmiert ist. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Taschenlänge prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13161 | Taschenbreite nicht definiert. |
Beschreibung | Für das Taschenfräsen ist die Angabe der 2. Taschenseite (Taschenbreite) zur Berechnung der Ausfräsbewegungen erforderlich. Die Meldung wird erzeugt, wenn die Taschenbreite nicht programmiert ist. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Taschenbreite prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13162 | Eckenradius nicht definiert. |
Beschreibung | Für das Taschenfräsen ist die Angabe des Eckenradius zur Berechnung der Ausfräsbewegungen erforderlich. Die Meldung wird erzeugt, wenn der Eckenradius nicht programmiert ist. |
Reaktion | WARNING: Zyklus wird unter Verwendung des aktuellen (Fräser-)Werkzeugradius als Eckenradius fortgesetzt. |
Abhilfe | Eckenradius prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13163 | Werkzeugradius zu gross. |
Beschreibung | Es wird geprüft, ob der Werkzeugdurchmesser des aktuellen Fräsers unter Berücksichtigung des Schlichtaufmasses kleiner als die programmierte Breite oder Länge der Tasche ist. Ist das Ergebnis eine Verletzung der Taschenkontur, wird diese Meldung erzeugt. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Für die Bearbeitung ein Werkzeug mit einem kleinerem Durchmesser verwenden, damit die Taschenkontur nicht verletzt wird. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13164 | Schlichtaufmass ist Null. |
Beschreibung | Für das Taschenfräsen mit Schrupparbeitsgängen ist die Angabe eines Schlichtaufmasses zur Berechnung der Ausfräsbewegungen erforderlich. Die Meldung wird erzeugt, wenn dieser Wert
|
Reaktion | WARNING: Zyklus wird fortgesetzt. Es wird nur der Schrupparbeitsgang ausgeführt. Ein eventuell beauftragter Schlichtarbeitsgang wird verworfen. |
Abhilfe | Schlichtaufmass prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13165 | Unbekannte Fraesrichtung definiert. |
Beschreibung | Für das Taschenfräsen ist die Angabe einer Fräsrichtung zur Berechnung der Ausfräsbewegungen erforderlich. Diese kann durch die Angabe einer Kennzahl angewählt werden: 2: Fräsrichtung im Uhrzeigersinn (CW) 3: Fräsrichtung im Gegenuhrzeigersinn (CCW) Diese Meldung wird erzeugt, wenn eine andere Kennzahl als 2 oder 3 im entsprechenden Versorgungsparameter programmiert wurde. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Fräsrichtung prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13166 | Unbekannte Bearbeitungsart definiert. |
Beschreibung | Für das Taschenfräsen ist die Angabe einer Bearbeitungsart zur Berechnung der Ausfräsbewegungen erforderlich. Diese kann durch die Angabe einer Kennzahl angewählt werden: 1: Schruppen 2: Schlichten 3: Schruppen + Schlichten Diese Meldung wird erzeugt, wenn eine andere Kennzahl als 1, 2 oder 3 im entsprechenden Versorgungsparameter programmiert wurde. |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Bearbeitungsart prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13167 | Werkzeugradius groesser als Eckenradius. |
Beschreibung | Es wird geprüft, ob der programmierte Eckenradius mit dem aktuellen Fräser gefertigt werden kann. Hierbei muß der Werkzeugradius kleiner oder maximal gleich dem Eckenradius sein. Wenn nicht, wird die Meldung erzeugt. |
Reaktion | WARNING: Zyklus wird unter Verwendung des aktuellen (Fräser-)Werkzeugradius als neuem Eckenradius fortgesetzt. In diesem Fall entspricht der Eckenradius der fertigen Tasche also dem Werkzeugradius. |
Abhilfe | Für die Bearbeitung ein Werkzeug mit einem Radius kleiner oder gleich dem programmierten Eckenradius verwenden. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13168 | Falsche Definition des Ueberlappungsfaktors. |
Beschreibung | Wenn der (optionale) programmierte Überlappungsfaktor grösser 0% ist, wird geprüft, ob er im Bereich bis 100% liegt. Die Meldung wird erzeugt, wenn der Überlappungsfaktor außerhalb dieses zulässigen Bereiches programmiert wurde. Hinweis: Der Überlappungsfaktor kann auch alternativ in den Werkzeugparametern vorbelegt werden (P[8] siehe Kapitel 1.3 ). |
Reaktion | FEHLER: Zyklus wird abgebrochen. |
Abhilfe | Überlappungsfaktor prüfen und festlegen, Versorgungsparameter korrigieren. Ist der Überlappungsfaktor weder programmiert noch in den Werkzeugparametern vorbelegt, wird im Zyklus als Default ein Wert von 50% gesetzt. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13169 | Eckenradius wird begrenzt, da zu gross. |
Beschreibung | Bei der Schruppbearbeitung wird geprüft, ob die entstehende Kontur bei Verwendung des programmierten Eckenradius zu einer "Kreistasche" entartet. Ist dies der Fall, wird die Meldung erzeugt. |
Reaktion | WARNING: Der Eckenradius wird auf einen bestimmtem Wert begrenzt, damit noch eine Rechtecktasche entsteht und der Zyklus fortgesetzt. |
Abhilfe | Eckenradius wenn möglich verkleinern, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |
ID 13170 | Unbekanntes Eintauchverfahren definiert. |
Beschreibung | Für das Taschenfräsen kann ein Eintauchverfahrens zur Berechnung der Ausfräsbewegungen (optional) angegeben werden. Bei einem Wert ungleich Null wird geprüft, ob eine der folgenden Kennzahlen gesetzt ist: 1: Eintauchen auf schiefer Bahn 2: Senkrechtes Eintauchen 3: Helikales Eintauchen Diese Meldung wird erzeugt, wenn eine andere Kennzahl als 1, 2 oder 3 im entsprechenden Versorgungsparameter programmiert wurde. |
Reaktion | WARNING: Zyklus wird unter Verwendung des Eintauchverfahrens 1 (schiefe Bahn) fortgesetzt. |
Abhilfe | Eintauchverfahren prüfen und festlegen, Versorgungsparameter korrigieren. |
Meldungstyp | Meldung aus Taschenfräszyklus. |