Taschenfräsen
Beim Taschenfräsen fertigt das Werkzeug mit der angewählten Spindeldrehzahl und Vorschubgeschwindigkeit eine beliebige Rechtecktasche in mehrstufigen Arbeitsgängen bis zur angegebenen Taschentiefe, wobei die Anzahl der Zustellungen programmierbar ist. Die resultierende Zustelltiefe wird hieraus zyklusintern basierend auf der Taschentiefe bestimmt. Der Zyklus kann abhängig von der Beauftragung entweder eine Schrupp- oder eine Schlichtbearbeitung oder mit einem Werkzeug eine kombinierte Schrupp/ Schlichtbearbeitung durchführen. Die Bearbeitung startet immer vom Taschenmittelpunkt.
Folgende Parameter sind für den Aufruf einer Taschenfräsung erforderlich:
Zyklusparameter | Beschreibung |
|---|---|
@P1 | Rückzugsebene (absolut) |
@P2 | Bezugsebene (absolut) |
@P3 | Sicherheitsabstand (relativ zur Bezugsebene, ohne Vorzeichen) |
@P4 | Taschentiefe (absolut) oder... |
@P5 | ...Taschentiefe (relativ zur Bezugsebene, ohne Vorzeichen) |
@P6 | 1. Taschenseite ("Länge", bzgl. 1. Hauptachse der Ebene, ohne Vorzeichen) |
@P7 | 2. Taschenseite ("Breite", bzgl. 2. Hauptachse der Ebene, ohne Vorzeichen) |
@P8 | Eckenradius (ohne Vorzeichen) |
@P9 | Taschenmittelpunkt, 1. Hauptachse (absolut) |
@P10 | Taschenmittelpunkt, 2. Hauptachse (absolut) |
@P11 | Anzahl der Zustellungen |
@P12 | Schlichtaufmass (ohne Vorzeichen) |
@P13 | Fräsrichtung (Uhrzeigersinn (2), Gegenuhrzeigersinn (3)) |
@P14 | Bearbeitungsart (Schruppen (1), Schlichten (2), Schruppen+ Schlichten (3)) |
@P15 | Bearbeitungsrichtung (zur Verrechnung des Sicherheitsabstandes) |
@P16 (optional) | Überlappungsfaktor der Fräsbahnen (in %) |
@P17 (optional) | Eintauchverfahren (Schiefe Bahn (1-Default), Senkrecht (2), Helikal (3)) |
Syntax:
L CYCLE [NAME=pocketmill.cyc @P1=.. @P2=.. @P3=.. @P4=.. | @P5=.. @P6=.. @P7=.. @P8=.. @P9=.. @P10=.. @P11=.. @P12=.. @P13=.. @P14=.. @P15=.. @P16=.. @P17=..] 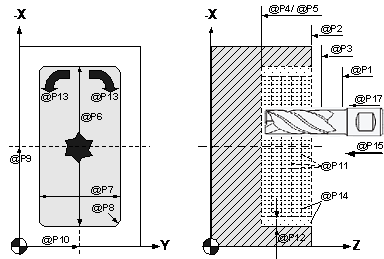 Abb.9: Zyklenparameter beim Taschenfräsen
Abb.9: Zyklenparameter beim TaschenfräsenProgrammierbeispiel
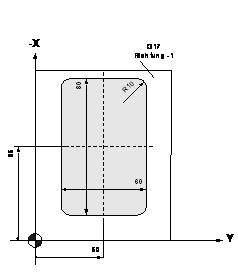
(Herstellen einer Tasche, 15 mm tief)
N10 T8 D8 Akt. Werkzeugdaten
N20 M6 Werkzeugwechsel
N30 G00 G17 G90 M03 S4000 Technologiewerte
N40 Z100 Fahren auf Rückzugsebene
N50 Y50 X65 F500 Frässtartposition
(Tasche Schruppen, @P14=1)
N60 L CYCLE [NAME=pocketmill.cyc @P1=100 @P2=80
@P3=5 @P5=15 @P6=80 @P7=60 @P8=10
@P9=65 @P10=50 @P11=3 @P12=1 @P13=2
@P14=1 @P15=-1 @P16=40 @P17=3]
N65 M5
N70 T9 D10 Neue Werkzeugdaten
N75 M6 Werkzeugwechsel
N80 G00 G17 G90 M03 S5000 Technologiewerte
N85 Z100 Fahren auf Rückzugsebene
N90 Y50 X65 F500 Frässtartposition
(Tasche Schlichten, @P14=2)
N95 L CYCLE [NAME=pocketmill.cyc @P1=100 @P2=80
@P3=5 @P5=15 @P6=80 @P7=60 @P8=10
@P9=65 @P10=50 @P11=1 @P12=1
@P13=2 @P14=2 @P15=-1]
N100 G00 Z100 M5 Parkposition,Spindelstop
N110 M30 Programmende