Helikalfräsbohren
Beim Helikalfräsbohren fährt das Werkzeug mit der angewählten Spindeldrehzahl und Vorschubgeschwindigkeit in einer Helikalbewegung G02/G03 bis zur angegebenen Bearbeitungstiefe. Die Bohrung wird in einem Arbeitsgang bis zur Endbohrtiefe durchgeführt. Der Endpunkt auf der ersten und zweiten Hauptachse wird zyklusintern berechnet. Danach wird ohne Verweilzeit im Eilgang G00 auf die angegebene Rückzugsebene zurückgefahren. Optional kann am Ende der Helikalbohrung eine plane Ausfräsung zu einem Grundloch beauftragt werden. Mit diesem Verfahren lässt sich somit eine Bohrung (bzw. Grundloch) erzeugen, deren Durchmesser größer als der Fräserdurchmesser ist.
Folgende Parameter sind für den Aufruf einer Helikalfräsbohrung erforderlich:
Zyklusparameter | Beschreibung |
|---|---|
@P1 | Rückzugsebene (absolut) |
@P2 | Bezugsebene (absolut) |
@P3 | Sicherheitsabstand (relativ zur Bezugsebene, ohne Vorzeichen) |
@P4 | Endbohrtiefe (absolut) oder... |
@P5 | ...Endbohrtiefe (relativ zur Bezugsebene, ohne Vorzeichen) |
@P6 | Radius der Helikalbewegung (ohne Vorzeichen) |
@P7 | Steigung der Helikalbewegung (ohne Vorzeichen) |
@P8 | Drehrichtung (G02 (2), G03 (3)) |
@P9 (optional) | Planfräsen Grund (nur Helikal (0), Helikal+Grund (1)) |
@P10 | Bearbeitungsrichtung (zur Verrechnung des Sicherheitsabstandes) |
Syntax:
L CYCLE [NAME=helimill.cyc @P1=.. @P2=.. @P3=.. @P4=.. | @P5=.. @P6=.. @P7=.. @P8=.. @P9=.. @P10=.. ] 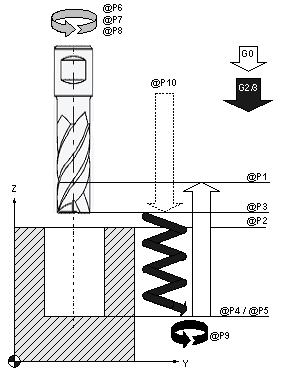 Abb.8: Ablauf Helikalfräsbohren
Abb.8: Ablauf HelikalfräsbohrenProgrammierbeispiel
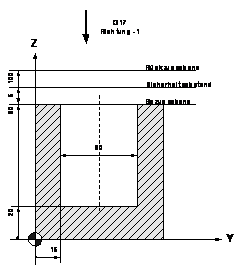
(Herstellen eines Grundloches)
N10 T9 D9 Akt. Werkzeugdaten
N20 M6 Werkzeugwechsel
N30 G00 G17 G90 M03 S10000 Technologiewerte
N40 Z100 Fahren auf Rückzugsebene
N50 Y15 X0 F800 G41 Fräsbohrposition
N60 L CYCLE [NAME=helimill.cyc @P1=100 @P2=80
@P3=5 @P4=20 @P6=30 @P7=1 @P8=3
@P9=1 @P10=-1]
N70 G00 Z150 M5 Parkposition,Spindelstop
N80 M30 Programmende