Gewindebohren (ohne Ausgleichsfutter)
 | Für die Verwendung des Gewindebohrzykluses ist es technologisch erforderlich, dass die Spindel als lagegeregelte Spindel betrieben werden kann, da sie vor dem Gewindebohren zyklusintern positioniert und als Bahnachse betrieben wird. |
Bei einer Gewindebohrung bohrt das Werkzeug mit der angewählten Spindeldrehzahl und der aus der Gewindesteigung abgeleiteten Vorschubgeschwindigkeit G63 bis zur angegebenen Gewindetiefe. Das Gewinde wird in einem Arbeitsgang bis zur Endbohrtiefe gefertigt. Nach Drehrichtungsumkehr wird mit gleicher Drehzahl und Vorschub wieder aus der Gewindebohrung auf die angegebene Rückzugsebene zurückgefahren. Die Umkehr der Drehrichtung nach Erreichen der Gewindetiefe erfolgt zyklusintern.
Folgende Parameter sind für den Aufruf einer Gewindebohrung erforderlich:
Zyklusparameter | Beschreibung |
|---|---|
@P1 | Rückzugsebene (absolut) |
@P2 | Bezugsebene (absolut) |
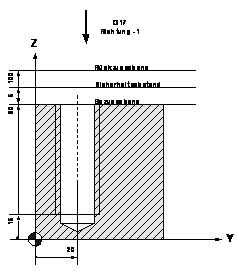
@P3 | Sicherheitsabstand (relativ zur Bezugsebene, ohne Vorzeichen) |
@P4 | Gewindetiefe (absolut) oder... |
@P5 | ...Gewindetiefe (relativ zur Bezugsebene, ohne Vorzeichen) |
@P6 | Spindelposition für definierten Spindelstop vor Gewindebohren |
@P7 | Spindeldrehzahl für Gewindebohren |
@P8 | Gewindesteigung |
@P9 | Bearbeitungsrichtung (zur Verrechnung des Sicherheitsabstandes) |
Syntax:
L CYCLE [NAME=tapping.cyc @P1=.. @P2=.. @P3=.. @P4=.. | @P5=.. @P6=.. @P7=.. @P8=.. P9=..] 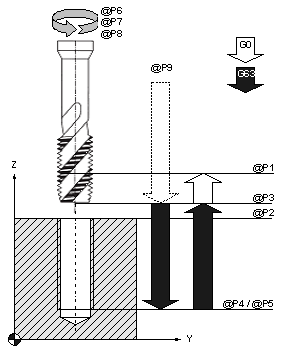 Abb.7: Ablauf Gewindebohren
Abb.7: Ablauf GewindebohrenProgrammierbeispiel
(Herstellen einer Gewindebohrungen)
N10 T2 D2 Akt. Werkzeugdaten
N20 M6 Werkzeugwechsel
N30 G00 G17 G90 M03 Technologiewerte
N40 Z100 Fahren auf Rückzugsebene
N50 Y20 X0 Gewindebohrposition
N60 L CYCLE [NAME=tapping.cyc @P1=100 @P2=80
@P3=5 @P4=15 @P6=180 @P7=200
@P8=1.25 @P9=-1]
N70 Z200 M5 Parkposition,Spindelstop
N80 M30 Programmende