Tieflochbohren
Bei einer Tieflochbohrung bohrt das Werkzeug mit der angewählten Spindeldrehzahl und Vorschubgeschwindigkeit G01 in mehrstufigen Arbeitsgängen bis zur angegebenen Bearbeitungstiefe, wobei die Anzahl der Zustellungen programmierbar ist. Die resultierende Zustelltiefe (Bohrhub) wird hieraus zyklusintern basierend auf der Endbohrtiefe bestimmt.
Über die Belegung der entsprechenden Parameter können zwei verschiedene Ablaufverfahren gewählt werden.
Späne brechen
Beim ersten Verfahren wird der Bohrer nach jeder Zustelltiefe zum Spänebrechen um einen programmierten Weg zurückgezogen.
Späne entladen
Beim zweiten Verfahren wird der Bohrer nach jeder Zustelltiefe zum Späne entladen aus der Bohrung auf die Bezugsebene+Sicherheitsabstand herausgefahren.
Nach Erreichen der Endbohrtiefe wird nach Ablauf einer programmierten Verweilzeit im Eilgang G00 auf die angegebene Rückzugsebene zurückgefahren.
Folgende Parameter sind für den Aufruf einer Tieflochbohrung erforderlich:
Zyklusparameter | Beschreibung |
|---|---|
@P1 | Rückzugsebene (absolut) |
@P2 | Bezugsebene (absolut) |
@P3 | Sicherheitsabstand (relativ zur Bezugsebene, ohne Vorzeichen) |
@P4 | Endbohrtiefe (absolut) oder... |
@P5 | ...Endbohrtiefe (relativ zur Bezugsebene, ohne Vorzeichen) |
@P6 (optional) | Verweilzeit auf Endbohrtiefe |
@P7 | Anzahl der Zustellungen |
@P8 | Rückzugsweg zum Spänebrechen bzw. Vorhalteabstand nach Späne entladen (ohne Vorzeichen) |
@P9 | Ablaufverfahren (Späne brechen (1), Späne entladen (2)) |
@P10 | Bearbeitungsrichtung (zur Verrechnung des Sicherheitsabstandes) |
Syntax:
L CYCLE [NAME=drilling.cyc @P1=.. @P2=.. @P3=.. @P4=.. | @P5=.. @P6=.. @P7=.. @P8=.. @P9=.. @P10=..] Zustellung und Vorschub
Über die Anzahl der Zustellungen wird zyklusintern der Wert eines einzelnen Bohrhubes (Zustelltiefe) bestimmt.
Bei jeder Zustellung erfolgt eine Vorschubdegression um den Faktor 0.9. Dadurch können Späne besser abfließen und die Gefahr eines Werkzeugbruchs kann minimiert werden.
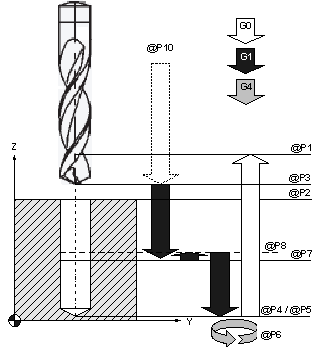 Abb.5: Ablauf Tieflochbohren mit Späne brechen (@P9=1)
Abb.5: Ablauf Tieflochbohren mit Späne brechen (@P9=1)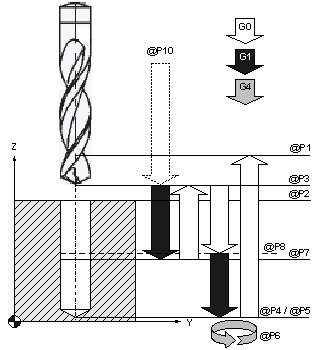 Abb.6: Ablauf Tieflochbohren mit Späne entladen (@P9=2)
Abb.6: Ablauf Tieflochbohren mit Späne entladen (@P9=2)Programmierbeispiel
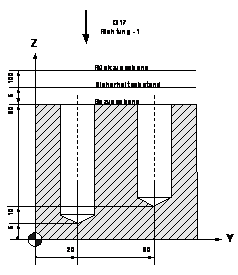
(Herstellen von 2 Zentrierbohrungen)
N10 T4 D4 Akt. Werkzeugdaten
N20 M6 Werkzeugwechsel
N30 G00 G17 G90 F250 M03 S400 Technologiewerte
N40 Z100 Fahren auf Rückzugsebene
N50 Y20 X0 1. Bohrposition
(1.Tiefloch bohren in 3 Schritten, mit Späne entladen, Endbohrtiefe absolut)
N60 L CYCLE [NAME=drilling.cyc @P1=100 @P2=80
@P3=5 @P4=5 @P6=1 @P7= 3 @P8=0.5
@P9=2 @P10=-1]
N70 Y60 X0 2. Bohrposition
(2.Tiefloch bohren in 2 Schritten, mit Späne brechen, Endbohrtiefe relativ)
N80 L CYCLE [NAME=drilling.cyc @P1=100 @P2=80
@P3=5 @P5=70 @P6=1 @P7= 2 @P8=0.5
@P9=1 @P10=-1]
N90 Z200 M5 Parkposition,Spindelstop
N100 M30 Programmende