Senken
Abgrenzung Senkung/Bohrung
Eine Senkung unterscheidet sich von einer Durchgangs-/Zentrierbohrung nur durch das verwendete Werkzeug und einer kleineren Endtiefe. Ansonsten sind die Bewegungsabläufe und die zu belegenden Versorgungsparameter identisch.
Ablauf
Bei einer Senkung fährt das Werkzeug mit der angewählten Spindeldrehzahl und Vorschubgeschwindigkeit G01 bis zur angegebenen Bearbeitungstiefe. Die Senkung wird in einem Arbeitsgang bis zur Endbohrtiefe durchgeführt. Danach wird nach Ablauf einer programmierten Verweilzeit im Eilgang G00 auf die angegebene Rückzugsebene zurückgefahren.
Folgende Parameter sind für den Aufruf einer Senkung erforderlich:
Zyklusparameter | Beschreibung |
|---|---|
@P1 | Rückzugsebene (absolut) |
@P2 | Bezugsebene (absolut) |
@P3 | Sicherheitsabstand (relativ zur Bezugsebene, ohne Vorzeichen) |
@P4 | Endbohrtiefe (absolut) oder... |
@P5 | ...Endbohrtiefe (relativ zur Bezugsebene, ohne Vorzeichen) |
@P6 (optional) | Verweilzeit auf Endbohrtiefe |
@P10 | Bearbeitungsrichtung (zur Verrechnung des Sicherheitsabstandes) |
Syntax:
L CYCLE [NAME=drilling.cyc @P1=.. @P2=.. @P3=.. @P4=.. | @P5=.. @P6=.. @P10=..] 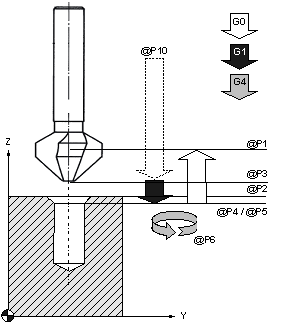 Abb.4: Ablauf Senken
Abb.4: Ablauf SenkenProgrammierbeispiel
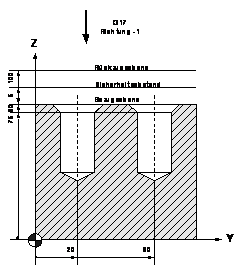
(Herstellen von 2 Senkungen)
N10 T7 D7 Akt. Werkzeugdaten
N20 M6 Werkzeugwechsel
N30 G00 G17 G90 F150 M03 S300 Technologiewerte
N40 Z100 Fahren auf Rückzugsebene
N50 Y20 X0 1. Bohrposition
N60 L CYCLE [NAME=drilling.cyc @P1=100 @P2=80
@P3=5 @P4=75 @P6=3 @P10=-1]
N70 Y60 X0 2. Bohrposition
N80 L CYCLE [NAME=drilling.cyc @P1=100 @P2=80
@P3=5 @P4=75 @P6=3 @P10=-1]
N90 Z200 M5 Parkposition,Spindelstop
N100 M30 Programmende