Beispiele
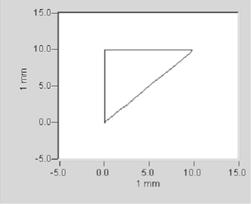
Typ 4 :Satznummer und Durchlaufanzahl
Satzvorlauftyp = 4, Satznummer = 100
Durchlaufanzahl auf 1 setzen und Programm starten
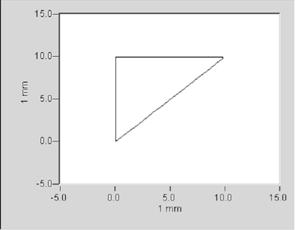
Programm hält bei Fortsetzposition X = 8 Y = 10. Nach dem Fortsetzen wird der restliche Teil des Quadrates gefahren.
NC-Programm
%t_sv_number.nc
N00 G00 G90 X0 Y0
P1 = 0
N80 G01 G91 X10 F500
N095 Y10
$FOR P1 = 1, 5, 1
N100 X-2
$ENDFOR
N120 Y-10
N130 M30Durchlaufanzahl = 0
Durchlaufanzahl = 4
Zurückgelegter Weg
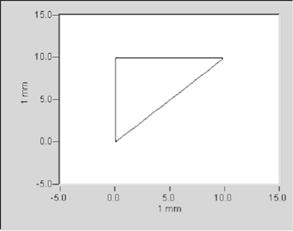
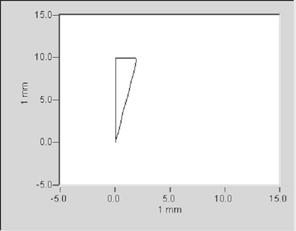
Satzvorlauftyp = 4, Satznummer = 100, Durchlaufanzahl = 1
Zurückgelegten Weg setzen und Programm starten
Nach dem Fortsetzen wird der restliche Teil des Quadrates gefahren.
NC-Programm
N00 G00 G90 X0 Y0
P1 = 0
N80 G01 G91 X10 F500
N095 Y10
N100 X-10
N120 Y-10
N130 M301.Ohne Satzvorlauf, 2. Zurückgelegter Weg 0, 3. Zurückgelegter Weg 600, 4. Zurückgelegter Weg 1000
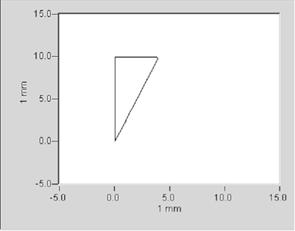
Satzzähler
Satzvorlauftyp = 3, Satzzähler = 100
Programm starten
Programm wird bis zur Fortsetzposition ausgeführt, NC wartet auf Fortsetzen. Nach dem Fortsetzen wird der restliche Teil des Quadrates gefahren.
NC-Programm
Satzzähler
%t_sv_count.nc 1
N00 G00 G90 X0 Y0 2
P1 = 0 3
N80 G01 G91 X10 F500 4
N095 Y10 5
6
$FOR P1 = 1, 5, 1 7, 9, 11, 13, 15
N100 X-2 8, 10, 12, 14, 16
$ENDFOR 17
18
N120 Y-10 19
N130 M30 20Satzzähler = 8
Satzzähler = 16
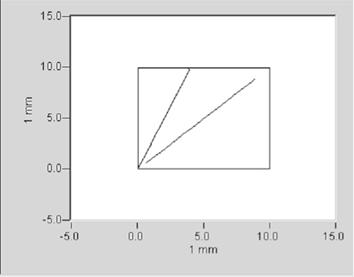
Ändern des Offsets während Satzvorlauf
Programm mit automatischem Wiederanfahren an die Kontur in N100 starten.
Automatisches Wiederanfahren erreicht die korrekte Kontur.
NC-Programm
(Test mit G92)
%t_sv_g92.nc
N907090 G00 G90 X0 Y0
N80 G01 X10 F500
N85 G92 X10 Y20
N095 Y-10
N100 X-10
N120 Y-20
N907091 M30