Satzvorlauf (Typ 1, 3, 4)
Satzvorlauf und Anwahl der Fortsetzposition
Im Satzvorlaufmodus hat der Anwender die Möglichkeit, die Bearbeitung an einem beliebigen Punkt zu starten (Fortsetzposition). Dabei ist es notwendig, an diesem vorgegebenen Startpunkt den gesamten Programmkontext (Programmparameter, Achspositionen..) wiederherzustellen.
Die Fortsetzposition ist der Punkt, an dem das NC-Programm zuvor unterbrochen wurde. Z.B. wenn der Anwender nach einer Werkstückvermessung (mit Achsbewegungen) oder einem Werkzeugbruch mit einem neuen Werkzeug mit geänderten Parametern (z.B. Werkzeugradius) die Programmbearbeitung an dem Unterbrechungspunkt fortsetzen möchte. Der Anwender legt dann die Fortsetzposition innerhalb des NC-Programmes fest und startet das NC-Programm im Satzvorlaufmodus.
Die Fortsetzposition kann auch innerhalb eines NC-Satzes liegen. Es kann deshalb bei allen Satzvorlauftypen optional der bereits zurückgelegte Weg im NC-Satz festgelegt werden, ab dem die tatsächliche Bearbeitung fortgesetzt werden soll.
Bis zum Startpunkt erfolgt im Satzvorlaufmodus keine physikalische Achsbewegung (Bei Simulationsbetrieb erfolgt nur eine Decodierung des NC-Programmes).
Nach Erreichen der Fortsetzposition im Satzvorlaufmodus muß sichergestellt sein, dass die Achsen von ihren momentanen Istpositionen auf die wiederhergestellten Sollpositionen des NC-Programms verfahren sind (Wiederanfahren an die Kontur).
Gleichzeitig müssen auch die Spindeln wieder ihre zuletzt beauftragten Drehzahlen erreicht haben
Anschließend wird dann das NC-Programm so fortgesetzt, als wäre es ohne Satzvorlaufmodus gestartet worden.
Damit auch die Maschinenfunktionen korrekt geschaltet werden können, erhält die PLC auch im Satzvorlaufmodus alle Technologiefunktionen wie im Normalbetrieb. Diese Funktionen müssen ebenfalls quittiert werden.
Das Ein- und Ausschalten des Satzvorlaufmodus wird mit der PLC synchronisiert. Damit kann ggf. eine spezifische Behandlung bestimmter Technologiebefehle erfolgen, falls die PLC dies unterstützt (Gruppenbehandlung, Aktivierung bestimmter Funktionen vor Abwahl des Satzvorlaufmodus).
Satzvorlauftyp 1: Fortsetzposition und Endposition über Dateioffset
Bei diesem Satzvorlauftyp kann durch Angabe einer Fortsetz-/Endposition (Start-/Endmarke) über den Dateioffset ein Bereich festgelegt werden, in dem bearbeitet werden soll. An der Fortsetzposition wird die Bearbeitung gestartet und nach Erreichen der Endposition wird die Bearbeitung abgebrochen und das NC-Programm sofort beendet. Ist keine Endposition angegeben, so erfolgt die Bearbeitung bis zum NC-Programmende M30.
Der Dateioffset definiert die Fortsetz-/Endposition als Abstand zum Dateianfang des NC-Programms. Die Verwendung des Dateioffsets ist nur sinnvoll, wenn im NC-Programm keine WRK oder andere konturverändernden Funktionen (z.B. Polynome, HSC) aktiv sind. Nur dann beschreibt der Dateioffset die korrekte Fortsetzposition.
Die Ermittlung des Dateioffsets liegt hierbei in der Verantwortung des Anwenders, wobei der Dateioffset jeweils im Bezug auf den NC-Zeilenanfang des jeweiligen NC-Programms (Hauptprogramm, globales Unterprogramm) zu ermitteln ist.
Zur Bestimmung der Fortsetz-/Endposition wird der Dateioffset und weitere Daten bei Anwahl des Satzvorlaufes als Parameter mit übergeben.
Satzvorlauftyp: 1
Fortsetzposition
Parameter: Dateioffset,
Dateiname,
Kennung, ob sich Datei im HP-(0) oder UP-Pfad (1) befindet,
Durchlaufzähler (optional),
Zurückgelegter Weg innerhalb des Satzes (optional)
Endposition (optional)
Parameter: Dateioffset,
Dateiname,
Kennung, ob sich Datei im HP-(0) oder UP-Pfad (1) befindet,
Durchlaufzähler (optional)
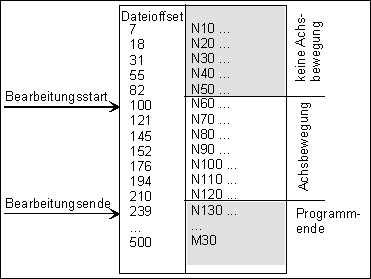
Beispiel
Start im Hauptprogramm im 1. Durchlauf bei Dateioffset 100 am Satzanfang, Ende bei Dateioffset 239
Satzvorlauftyp 3: Fortsetzposition über Satzzähler
Der Satzzähler wird nach dem Programmstart für jede decodierte NC-Zeile um eins erhöht. Ebenso wird der Satzzähler bei Kommentarzeilen, Leerzeilen, in Schleifen und während Unterprogrammaufrufen fortlaufend hochgesetzt. Während der normalen Programmausführung wird der Satzzähler der SPS oder dem HMI angezeigt. Zur Bestimmung der Fortsetzposition kann der Satzzähler bei Anwahl des Satzvorlaufes als Parameter mit übergeben werden.
Satzvorlauftyp: 3
Parameter: Satzzähler,
Zurückgelegter Weg innerhalb des Satzes (optional)
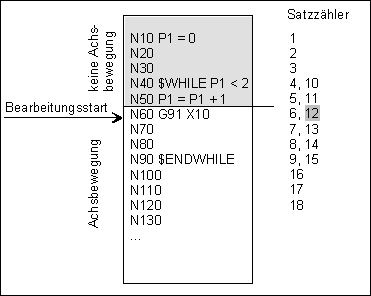
Beispiel mit Satzzähler
Start bei Satzzähler 12
Satzvorlauftyp 4: Fortsetzposition über Satznummer
Die Satznummer ist die Nummer (N-Wort) einer NC-Zeile im NC-Programm. Der Anwender bzw. das System zur Generierung des NC-Programms ist dafür verantwortlich, jede Zeile die später evtl. einmal relevant werden sollte, mit einer eindeutigen Satznummer zu identifizieren.
Satzvorlauftyp: 4
Parameter: Satznummer,
Zurückgelegter Weg innerhalb des Satzes (optional)
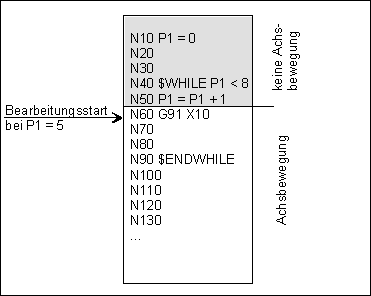
Fortsetzposition über Satznummer und Durchlaufzähler
Da die Satznummer z.B. innerhalb von Schleifen mehrmals durchlaufen wird, ist diese allein nicht immer eindeutig. In diesem Fall kann der Bearbeitungsstart optional durch die zusätzliche Angabe eines Durchlaufzählers ausgelöst werden.
Satzvorlauftyp: 4
Parameter: Satznummer,
Durchlaufzähler,
Zurückgelegter Weg innerhalb des Satzes (optional)
 | In der Default-Parametereinstellung erfolgt nach Erreichen der Fortsetzposition und Freigabe des weiteren Programmablaufs kein automatisches Wiederanfahren an die Kontur !Bei aktiven kartesischen oder kinematischen Transformationen sind Offsets in den Maschinenachsen nicht sinnvoll. |
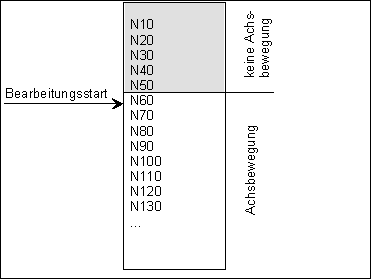
Beispiel mit Satznummer
Start bei Satznummer 60
Beispiel mit Satznummer und Durchlaufzähler
Start bei Satznummer 60, im 5. Durchlauf