Process channel
„Process interface“ (Prozessschnittstelle) steht auf „1: Sin / Cos bei 1 V Spitze-Spitze“ falls der Geber diese Signale liefert. Bei rein digitaler Kommunikation steht sie auf „5: Digital interface“ (digitale Schnittstelle). Überprüfen Sie die Connector-Einstellung nochmals. Bei einem Drehgeber mit digitaler Schnittstelle ist der Prozesskanal damit eingestellt. |
|
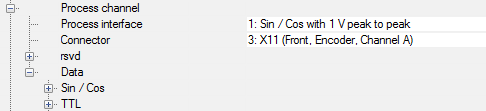
Bei einem Geber mit Sinus-/Kosinus-Signalen oder einem Lineargeber gehen Sie zu „Data/ Sin / Cos“: |
|
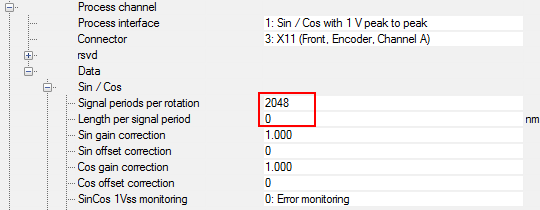
Bei einem Drehgeber mit Sinus-/Kosinus-Signalen geben Sie die entsprechende Zahl der „Signal periods per rotation“ (Signalperioden pro Umdrehung) ein.
Bei einem Lineargeber geben Sie die „Length per signal period“ (Länge einer Signalperiode) in nm ein. Dies ist auch dann erforderlich, wenn keine Sinus-/Kosinus-Signale vorliegen. Gemeinsam mit den Signalperioden pro Umdrehung definiert dieser Wert eine Umdrehung. Wenn Sie einen Linearmotor mit Lineargeber verwenden, müssen Sie diese Werte folgendermaßen einstellen:
Polteilung = Länge einer Signalperiode x Signalperioden pro Umdrehung
Beispiel:
Polteilung des Linearmotors = 24 mm
Länge einer Signalperiode = 20000 nm (20 µm)
- → Signalperioden pro Umdrehung = 24 mm / 20000 nm = 1200